

Instrumentation loop design and installation on process plants forms a significant portion of the engineering effort associated with installing a control system.
Instrumentation 101
To a large extent the number, nature and detailed design of loops derives from the piping and instrumentation diagram (P&ID), which is an outcome of process design. While loop drawings are largely schematic and generic in nature (instrument, field junction box, area marshalling, I/O marshalling, I/O point), they also ultimately need to include specific information on terminal numbers, field junction box numbers, local multicore cable number and pair/core numbers/colours, terminal numbers and all the rest of the references back to the control system I/O module.
As a result of this large amount of data required in an instrument loop, even at design stage a minor change to a loop (a change in physical location, or moving to another homerun multicore) impacts on a large number of engineering documents (some or all of: loop drawing, field junction box terminal layout, multicore cable number and pairs, area marshalling cabinet terminal layout, homerun cable number and pairs, I/O marshalling terminal layout and I/O allocation).
Using a classical loop design strategy as described above means that even a simple 2-wire + shield loop incorporates 26 signal terminations (see Figure 1).
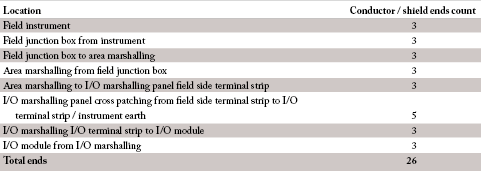
The more terminations in a loop, the more the effort and cost of installation, the more potential there is for installation errors (open circuit/crossed wires) and the more the effort required for cold commissioning checks.
ARC Advisory Group reports the following typical cost breakdown1:
* System cost: 33% of the total installed cost.
* Installation and rewiring costs: Up to 20% of the installed cost.
* System and instrument engineering: 50% of the installed cost.
Retrofit strategies
In many industries the process technology (chemical or manufacturing technology) has not changed significantly in decades but the control systems employed have reached end of life. According to ARC, over US$65 billion of process automation systems are approaching or have reached the end of their useful life. The installed base of systems 20 years or older is US$53 billion2.
The passive components of the control system (marshalling panels, multicore runs...) may last another 30 or more years. Users are then faced with a choice of control system upgrade strategy to apply:
* Rip and replace.
* OEM upgrade using the original control system vendor.
* Hybrid upgrade using a combination of original and new control system vendor.
Rip and replace
This typically involves removing all existing control system I/O. By taking this route the user opens up the possibility of changing to a new control system vendor since the difference in scope of work between re-engineering a new model from the existing control system vendor and re-engineering a current model from another vendor may be minimal.
This is not always the case though, as you will see shortly.
OEM upgrade
In the context of this article this means installing a new model control system from the original control system vendor.
Hybrid upgrade
In this context this means using some original elements of the original control system and using some components from another control system vendor.
Motivation to work smarter
Whether a control system project is for a greenfield site or for a retrofit, over and above the engineering design and commissioning work involved, the ripple effects of the proliferation of terminations are enormous, with direct financial consequences resulting from:
* Field junction box size.
* Marshalling panel size.
* Marshalling room dimensions.
* Cable size (number of cores).
* Cable tray dimensions.
So far only initial engineering and capital costs have been discussed, but the classical loop design with its many terminations also has ongoing (lifetime) costs which include expenditure associated with:
* Reduced reliability.
* Reduced maintainability.
* Longer mean time to repair.
In a nutshell, the classical way of doing things leads to higher total costs of ownership (TCO).
A primary goal for control system manufacturers, installation contractors, SIs and users must be the reduction of terminations in a loop.
Termination reduction
Several technologies have contributed to overcoming these wiring woes and have helped to realise progress towards this goal:
* Remote I/O systems.
* Fieldbuses.
* Wireless.
* Proprietary solutions.
* . . . and various combinations of the above.
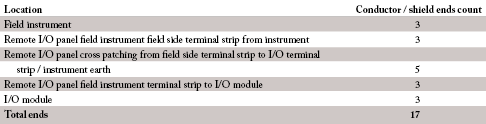
Remote I/O systems where groups of I/O modules are migrated as close as possible to the locations of instruments and final control elements also reduce the need for intermediate marshalling and field junction boxes, but still require marshalling of instrumentation signals to specific I/O terminals. Figure 2 shows that the number of terminations following this strategy is reduced appreciably.
Generically fieldbuses provide a control system with the ability to communicate with multiple instruments (for instance Foundation Fieldbus H1 supports up to 32 nodes per segment) over a data network rather than requiring a separate conductor pair per signal. Although it is not possible to quantify the exact conductor ends for a fieldbus solution, because of the ‘shared’ end of the communication medium at the fieldbus controller, it moves down to close to three.
Depending on instrument power requirements, wireless instrumentation networks can virtually eliminate the need for any terminations on instrument transmitters.
Innovative proprietary solutions that address the need to reduce engineering effort around instrument signal wiring, marshalling and loop design / I/O allocation in control and safety systems have been introduced by several DCS vendors. These newer solutions use terminology like intelligent marshalling, soft marshalling and electronic marshalling.
Proprietary solutions
Emerson
Since the release of DeltaV Version 11 at the 2009 Emerson Global Users Exchange Emerson has been preeminent in driving awareness of its solutions in this area under the ‘I/O on Demand’ banner. I/O options for Version 11 include wired solutions (S-Series I/O and M-Series I/O), bussed solutions (Foundation Fieldbus) and wireless solutions (Wireless HART) and these multiple options are complemented by electronic marshalling.
Electronic marshalling comprises a special DIN rail mounted terminal block that clips onto a backplane which incorporates a bus between signal conditioning modules that fit into these special terminal blocks and a pair of redundant I/O cards. The signal conditioning modules, that Emerson calls CHARMs (for characterisation modules) are available in various flavours: analog in, analog out (each incorporating a HART modem), RTD, digital in and digital out. (See Figure 3).

Where electronic marshalling is installed remotely, each loop’s field wiring is landed on one of the special terminal blocks. The loop signal is then characterised by clipping the appropriate CHARM into the special terminal and the marshalling (cross patching between the field signal and the CHARM I/O card (CIOC) is configured electronically).
The communication between remote I/O and DeltaV controller is via redundant Ethernet over copper or fibre.
The outcome of this innovative design is that any input value can be read by any DeltaV controller regardless of where the wiring is landed.
In October 2011 Emerson announced intrinsically safe CHARMs for field wiring into hazardous areas, including Zone 1, Zone 0 or Class 1 Div1. IS CHARM signal types include: IS AI 4-20 mA HART, IS AO 4-20 mA HART, IS DI Namur, and IS DO 24 VDC.
Apart from the reduction of terminations and conductors (and the associated engineering) to the bare minimum, Emerson’s electronic marshalling solution offers the benefits of:
* Single channel integrity (a failure in one channel does not impact other channels or the CIOC).
* Simplicity and reduced consequences of I/O changes and additions.
* Reduced footprint.
A retrospective case study undertaken by Emerson on a real brownfield modernisation project that was engineered the classical way vs. like-for-like scope engineered using remote Electronic Marshalling in field junction boxes concluded that the end user could have saved 8,9% of the total installed cost3.
Honeywell
In addition to its significant OneWireless wireless portfolio, Honeywell’s notable contribution in this area is its Remote Universal Safe I/O (RUSIO) combined with its soft-marshalling initiative for its Safety Manager platform. Announced in May 2012, the Honeywell SIL-3 certified solution uses a single universal 32-channel I/O module (optionally redundant) that can accept DIN, DOU, AIN, AOU or smoke/heat/gas detector signals for fire and gas (F&G) applications.
Soft-marshalling facilitates the association of any I/O channel with any control system tag. Up to 28 redundant Safety Manager RUSIO modules may be connected to a Safety Manager controller using Honeywell’s SIL-3 certified Safety Manager Remote I/O communication network. This facilitates the connection of approximately 900 freely-configurable remote I/O channels in addition to conventional Safety Manager local I/O channels. (See Figure 4).

For non-IS loops no additional signal characterisation is required. For IS loops an IS integration board has been jointly developed by Honeywell and Pepperl+Fuchs (P+F). In this case signal characterisation is achieved through selection of the appropriate P+F IS barrier.
Because the RUSIO module was designed from the start as part of a safety system the RUSIO incorporates loop monitoring and ESD input capabilities.
Communication from the remote Field Device Units to the Safety Manager is via redundant Ethernet network (typically fibre-optic) running a proprietary SIL-3 certified protocol.
Invensys
Invensys has two principle offerings of interest:
* Legacy systems migration.
* Intelligent marshalling.
The former addresses the challenges of upgrading legacy systems from its own offerings and from competing vendors. By using migration I/O modules that are form-fit replacements for original end-of-life I/O hardware and/or nested cradles that act as adapters it is possible to upgrade to current technology without disturbing any existing loop terminations.
‘Intelligent Marshalling’ is the term Invensys has coined for its new universal I/O offering. In a November 2011 release the company announced its FBM247, per channel software configurable, Universal Fieldbus Module for its Foxboro I/A Series DCS. This is an 8-channel I/O module that can be configured for analog I/O (current or voltage), pulse inputs, discrete I/O (0-24 VDC and NAMUR) and HART. The module fits into the standard I/A Series base plate. Baseplate-mounted termination assemblies (TAs) provide the link between field wiring and FBM247 modules. Intelligent Marshalling is the combination of FBMs, TAs and configuration software. (See Figure 5).

The system is designed to eliminate the need for hardwired marshalling and the manufacturer claims savings of from 10% to 35% on cost of ownership compared to classical DCS system configurations. The company has also claimed that using this approach project costs can be reduced by as much as US$1000 per I/O point.
A trend to follow
Instrumentation and control system professionals can expect to see many more initiatives along these lines from control and automation system vendors as the realisation dawns that the classic way of doing things is no longer appropriate nor cost-effective.
References
1,2: ARC Advisory Group, ARC White Paper: Solvay’s Migration Path to DeltaV Version 11; http://tinyurl.com/84yt6wk
3: Emerson, DeltaV Whitepaper: Modernizing with I/O on Demand; http://tinyurl.com/7lwl4gv
Sources and Resources
Emerson: DeltaV White paper: Electronic Marshalling Overview; http://tinyurl.com/72tedx3
Emerson: Video: DeltaV S Series I/O On Demand Emerson Exchange 2009; http://tinyurl.com/7ae97f6
Emerson: System Overview: DeltaV Digital Automation System; http://tinyurl.com/7xa5h9k
Honeywell: Webinar: Safety Manager Release R140; http://tinyurl.com/7lmq2e8
Invensys: Video: Invensys Intelligent Marshalling; http://tinyurl.com/6qz5nxm
Invensys: Datasheet: The Foxboro I/A Series Universal Fieldbus Module 247; http://tinyurl.com/7wetowq
Invensys: White paper: Replacing Aging Process Automation Systems; http://tinyurl.com/7jn87w4
About the author

Andrew Ashton has electrical, mechanical and business qualifications and has been active in automation and process control since the early 1980s. Since 1991 he has headed up a company that has developed formulation management systems for the food, pharmaceutical and chemical manufacturing industries and manufacturing solutions involving the integration of various communication technologies and databases. Developed systems address issues around traceability, systems integration, manufacturing efficiency and effectiveness. Andrew is a contributing editor for SA Instrumentation and Control.


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version