

Fugitive emissions philosophies for control valves
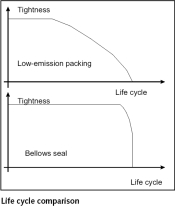
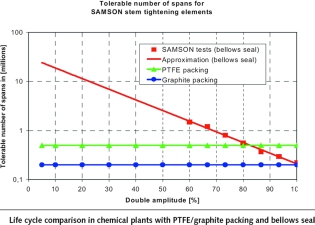
It is interesting to compare the use of the bellows seal design versus low emission packing material. The bellows seal design seems to have been forgotten in international discussions and published papers, but it is still unbeatable as regards its life cycle and 'quality of tightness'. In the 'world of valves' under the requirements of fugitive emissions approximately 5% are control valves.
This means about 95% valves are on-off devices like gate, cock or ball valves. Most often, they remain static in the open or closed position. Only a very small percentage are cycled or part of a dynamic process. For the majority of on-off valves that are equipped with bellows seal, the bellows are designed only for some thousands of cycles.
Control valves can be components of high dynamic processes with most valves controlling to a set point. Hence they move around the operating point, with the valve stroke moving within less than 20% of the total travel. Very occasionally they 'sleep'. Here, certified fugitive emission packing material and design is sophisticated, but because of the small production volume, expensive.
Furthermore, the material loses its sealing ability in hazardous environments, reducing its expected operational life. Attacks from within the valve, eg, fluids that contain glue or have diffusing qualities, and from the outside of the valve such as heavy dust or sand, are risks which are much less critical when a bellows seal is used.
Actuator sizing philosophies
The key discussion in this section centres around the 'strong actuator force' versus 'low actuator force pressure balance' sizing philosophy. Also taken into account is the ranking of friction sources with globe valves and the consideration of how to reduce wear, dirt sensitivity as well as how to balance the initial cost and the cost of ownership.
A typical failure example could involve a pressure balance cage retained seat globe valve being destroyed by lack of precautionary measures taken against dirt or lack of predictive maintenance. Neglecting to sufficiently flush prior to start-up and not fitting suitable dirt filters. Maintenance fails after the first body leakage due to the top flange force being increased and the total set of seals not being replaced. The retainer will hit the piston if the expansion due to any temperature differences cannot be balanced out by the spiral wound and graphite sealing system. Smart positioners with additional sensors can take care of 'operation friction' by functioning as a watchdog.
Reliability and safety first
The 'lowest cost of ownership' philosophy looks for strong actuator sizing without pressure balance. Believing the process medium is clean is often wishful thinking. Proper installation, including pipe-cleaning before the control valves are installed does not guarantee that the closed pipe system will be free of dirt and solid residue on start-up.
As a precaution against dirt the following is recommended: use and maintain steam traps in proper function, temporary dirt filters during commissioning are recommended until maximum load for the operating process is reached. Extend the time period for pipeline flushing.
High water volume and velocities are needed for proper dirt cleaning prior to the start-up process. Expensive circumference guided trims as well as dirt-sensitive low-noise trims should be installed after the flushing process. For this purpose, the upstream pipeline should have a special 'dead' t-bend for gathering dirt and particles at the lowest point.
The philosophy of the lowest cost of ownership, which takes control quality and reliability into account, results in the use of a pressure-balanced design on condition that the strongest actuator is not available or does not fit in the place of installation because of space problems.
Control valve design and cost philosophies for 'high end' applications
In the past decades, upstream oil and gas exploring processes and downstream hydrocarbon processing projects involving refineries, methanol plants, LNG storage, and transport etc, have been expanding to provide higher flow capacities. The increasing demand for de-bottlenecking of existing plants and for doubling productivity of new plants are challenging plant and design engineers to look for economical solutions.
The objective is to recycle and save - and not to double the energy consumption, in order to meet more stringent environmental regulations. Further objectives are to considerably reduce interior and exterior leak rates, sound emission, as well as operating cost and cost incurred by unpredictable shutdowns. This calls for larger control valves, which should have lowest seat leak rates without higher sensitiveness against dirt.
Traditional cage-balanced globe valves operate properly if the fluid does not contain any dirt or solids and if temperature fluctuations as well as piping forces do not attack the sophisticated tolerance system of the balanced design. But in larger nominal sizes they can lead to extreme initial and operating cost. Failures like poor control from increasing friction parameters as well as jamming and blocking can result if dirt filters, steam traps, pipe force compensation devices, etc, are not installed - or improperly commissioned. Maintenance can develop into an important cost factor.
Rotary plug valves, butterfly control valves and ball control valves in valve sizes up to DN 3000 and pressure ratings up to Class 2500 equipped with standardised connections for the largest actuator and designed for the highest shutdown pressures are a good opportunity to save money in those 'high end' applications. Today, demand for very low leak rates met by Class V acc. to IEC 534 Part 4 (metal-to-metal seating) are continuously increasing in comparison with the traditional leak rate met by Class IV which is defined to be less than 0,01% of the nominal Cv 100 coefficient.
To achieve Class V sealing effectiveness using standard globe valves is a challenge for any valve manufacturer, to achieve this leak class using a pressure-balanced design is even a greater challenge and to achieve this leak class for pressure-balanced valves at temperatures greater than 200°C will increase the cost of ownership and the risk of failures. The new considerably lower leak rates of Class V require the fine tuning of the tolerance system, increasing the sensitivity to dirt and temperature fluctuations.
Today end users are becoming aware that larger cage-style valves require a high number of expensive spare parts. For example, when assuming an 8 inch globe flare valve with Cv = 775, Class IV trim = 0,01% Cv, hydrocarbon fluid as process medium, 2,5 MPag, 200°C, and shutdown to atmosphere, the leak rate amounts to 32,16 kg/h = 772 kg/day = 278 tons/year. If the product cost amounts to US$ 1,20/kg, for example, the loss would be about US$ 300 000 per year.
The cage-retained seat design was developed many decades ago at a very early stage in the development of the oil and gas exploring and refining industries. As this traditional design has remained largely unchanged, it is unable to meet the economical and technical requirements placed on modern valves today. Some traditional cage-style valve manufacturers are launching new products with screwed-in seats, but a proven sizing and sales philosophy remains paramount in ensuring an optimised balance between initial cost and cost of ownership.
In contrast to larger cage-balanced globe valves (which pose cost problems when used in high-end applications) rotary plug valves, high performance double eccentric butterfly valves and triple eccentric butterfly valves used in severe service applications, as well as ball valves also available in a low-noise design are economical and reliable solutions without loss of performance.
In the past decades, these butterfly valves have developed from a single to a double eccentric design in order to improve control quality by reducing the breakaway torque. Though the sealing elements became highly sophisticated, they could not achieve Class V sealing effectiveness on a long-term basis under severe operating conditions eg high temperature fluctuations.
Samson and its associated companies Vetec, Pfeiffer, and Leusch offer advanced technologies with unique design features for various severe requirements: eg abrasive and contaminated fluids, high shutdown pressures, lowest interior and exterior leak rates, quick-action, on-off, and control functions, as well as expensive alloys like Monel, Hastelloy, titanium, zirconium, duplex.
One option, the triple eccentric design of LTR 43 series, is available with an increased rangeability of 1 to 100 and in a low-noise and anti-cavitation version. The triple eccentric butterfly valve series offers exchangeable seat elements, laminated and full metal rings optimised for low breakaway torques and is able to achieve the sealing effectiveness class V (metal-to-metal seating) on a long-term basis. In case of seat damage, both seat elements can be easily replaced.
Principle of triple eccentric seat design (cone/cone)
In case of temperature fluctuations, the disk balances the material expansion by moving slightly to a new sealing line. (See Figure 1) Acquiring the expertise necessary to manufacture a highly sophisticated triple eccentric valve takes many years. Low-noise ball valves can be used if no economical globe valve solution is available and sound reduction >15 dB(A) to 25 dB(A) is required.
Typical applications include:
* Flow control for loading arms in terminals.
* Pump discharge or start up system.
* Partial throttling, transmission line and by-pass.
* Anti-surge, surge relief.
* Depressurisation, equalisation, venting, blow down switching.
* Cavity loading and unloading.
* Demand of double flow direction eg, offshore platform shipping.
* Low noise pressure swinging application PSA.
Non-pressure-balanced globe control valves are the first choice to ensure plant reliability in most applications. The low-noise features of globe valves are unbeatable in term of sound reduction by up to 40 dB(A) in comparison with low-noise rotary valves, which only achieve a sound reduction by up to 25 dB(A).
From a cost-saving point of view (investment and maintenance costs) globe valve solutions of large DN can easily lead to a cost avalanche. High-capacity rotary valves are more cost effective if smaller valve sizes are chosen within an acceptable range of non-critical outlet velocities.
Rotary valves must be selected carefully and engineered expertly for critical applications, such as cavitation and flashing, taking the influence of reducers and lower limits of critical outlet velocities into account.
The new triple eccentric butterfly valve technology and low-noise cage-ball valve design can meet customer needs even in 'high end' applications where no globe valve solutions are available. Triple eccentric control butterfly valves are available in sizes up to DN 3000 and in pressure ratings up to Class 2500. Using powerful quarter-turn actuators, high shutdown pressures can be achieved within Class V in a wide temperature range.
In contrast to the traditional cage globe valves, the new high-performance butterfly/ball valve program is a promising solution to cutting cost for projects in the HPI market.
| Tel: | +27 21 552 6088/9 |
| Email: | [email protected] |
| www: | www.southafrica.samsongroup.com |
| Articles: | More information and articles about Samson Controls |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version