Innovative network design
September 2008
Fieldbus & Industrial Networking
Industrial Ethernet in VW-Golf production.
Increasing expectations on the side of the consumer with regard to safety, environmental protection and comfort, combined with increasing pressure to cut costs poses challenges for the automobile industry. With regard to efficiency, transparency and magnitude, the Wolfsburg production line of the fifth Golf generation of Volkswagen sets new standards; an innovative Ethernet structure services the complete manufacturing facilities and offers increased saving potential. Wolfsburg is the main production location for the fifth Golf generation.
In its fifth generation, the Volkswagen Golf offers more than ever. The compact wagon is available with different types of drives, transmissions, engines, and equipment. But all models are the same concerning active and passive safety. The clear advantage with regard to car body stability and crash safety, which was awarded five stars in the Euro-NCAP-Test, is combined with significant weight optimisation. 140 special robots with a total of 70 metres of laser-welded seams provide body stiffness. The predecessor had only five metres.
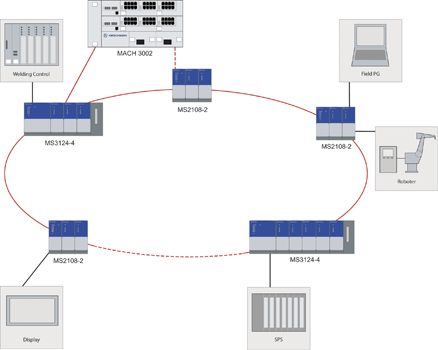
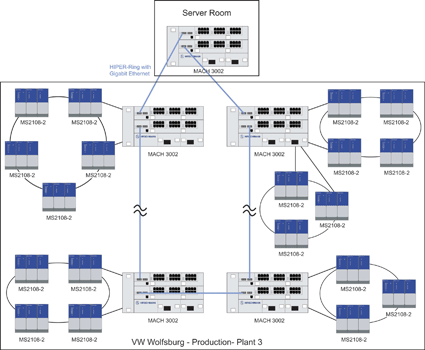
Network diagram
Project parameters
In Wolfsburg, the largest vehicle/automobile plant in the world is combined with the largest production network in the world in the automobile construction industry. For decades the car has been the heart of the city's economy.
The seamless generation change enables the timely planning and completion of new production lines. In 2002, the most modern production plants in halls 1 (pressing plant), 3 and 4 (body shell work), 15b (paintshop), 54 (assembly) and 12 (discharge) were established. The production capacity of the Wolfsburg location covers 4000 vehicles per workday. Dynamics and transparency at all levels of the company must be ensured through realtime, constant communication.
Implementation
Highlights of the chosen network architecture include:
* 16 modular backbone-switch MACH 3000 in redundant HIPER-ring structure span all halls throughout the production plants. For a clean IP-sub network structure in all areas of production, as well as the incorporation of the MACH 3000 systems in the communication network, enabled by redundantly connected M-Router modules. The Ethernet backbone for manufacturing of the body operates at Gigabit speed, using optical fibre for transmission.
* More than 1500 rail-switch systems, MICEswitches mainly MS2108 and MS3124, in over 100 HIPERrings, which are connected to the plant network via redundant optical fibres, link the cells and ensure the highest level of availability.
Requirements
The scale of the system is illustrated by the fact that it has to cater for:
* 8000 operators.
* 1000 robots.
* 10 000 IP-addresses.
* 2900 cars/day.
* Laid LWL cable > 1000 km.
* Exchange and update of components during operation.
* High temperatures.
* High EMV.
* End-to-end management.
* Redundant network design.
* Possibility of simple diagnosis.
For more information contact Profitek Industrial Communication, +27 (0)12 664 4998, [email protected], www.profiteksa.com
Further reading:
Remote I/O modules provide flexible options for distributed applications
Fieldbus & Industrial Networking
Dinkle International is now stocking the iO-GRID NEMO industrial-grade remote input/output modules, offering support for five leading industrial Ethernet protocols and a range of discrete channel configurations for distributed automation applications.
Read more...
Local energy solutions rewiring resilience across Africa
News Fieldbus & Industrial Networking
Engineers across Africa are developing practical, scalable energy and mobility solutions supported by the Africa Prize for Engineering Innovation.
Read more...
Daudin expands fieldbus modular remote I/O series
Fieldbus & Industrial Networking
: The Dinkle iO-GRID X modular remote I/O family is now available, offering fieldbus coupler modules for major industrial Ethernet protocols, and over 20 types of I/O modules to help integrators and equipment builders create flexible, efficient control systems.
Read more...
Siemens and HighByte partner to scale industrial AI
Siemens South Africa
IT in Manufacturing Fieldbus & Industrial Networking
Siemens is expanding its Industrial Edge ecosystem through a partnership with HighByte, enabling customers to connect, contextualise and transform data from operational technology and information technology sources to build AI models and applications at scale.
Read more...
Automotive Ethernet media converter
Fieldbus & Industrial Networking
HMS Networks has introduced its first automotive ethernet product under the PEAK brand. The PAE-Media Converter is a compact device designed to connect automotive Ethernet (100BASE-T1 or 1000BASE-T1) with standard Ethernet (100BASE-TX or 1000BASE-T) networks.
Read more...
3D electrical systems design workflow for electromechanical innovation
Siemens South Africa
Fieldbus & Industrial Networking IT in Manufacturing
Siemens has announced new 3D electrical design capabilities within its Capital software, enabling electrical and mechanical engineers to work concurrently in a shared 3D environment to reduce late-stage design changes and accelerate time to market for complex electromechanical products.
Read more...
Long-distance signal delivery is critical to rail safety
Omniflex Remote Monitoring Specialists
Fieldbus & Industrial Networking
A remote monitoring specialist explains why fibre optic technology is increasingly replacing copper cabling in safety-critical railway signalling systems.
Read more...
Building efficiency into cement production with SCADA and IIoT
Adroit Technologies
Fieldbus & Industrial Networking
For decades, Adroit Technologies has worked alongside leading cement producers, helping them gain greater visibility into their operations through advanced SCADA and IIoT solutions.
Read more...
Loop signature Part 2-5: Interactive control systems
Michael Brown Control Engineering
Fieldbus & Industrial Networking
Feedforward control was explained in the previous loop signature articles. One of the examples used was feedforward control of load changes on a heat exchanger when variations occurred in the flow of the process fluid through the exchanger.
Read more...
Integrated automation systems in poultry feed production
Adroit Technologies
Fieldbus & Industrial Networking
South Africa’s poultry industry is increasingly turning to advanced automation systems to optimise operations. Working in partnership with Adroit Technologies, leading poultry supplier Sovereign implemented the Mitsubishi Adroit Process Suite across a key feed production facility, creating a scalable, integrated system capable of supporting both current operations and future expansion.
Read more...




 printer friendly version
printer friendly version