


As mentioned in previous articles, all industrial processes fall into one of two classes of dynamics, known as self-regulating and integrating. In particular refer to Loop Signature No. 2 for a full description of these two classes. As mentioned there, most people have very little understanding and knowledge of integrating processes, and as a result most of these processes which I encounter on plants, are not being controlled well at all.
The simplest and most commonly encountered integrating process is level control. Generally all level control systems are integrating, but there is one exception. This is where one is controlling the level in a vessel where the liquid is flowing over a weir. This is similar in nature to measurement of the flow of a liquid in an open channel, where the height of the liquid above the weir bears a direct mathematical relationship to the flow rate. Flow processes are always self-regulating in nature. Therefore, in this case the level control is also self-regulating.
The example given here is the level control of an ingot cooling bath in a stainless steel mill in the UK. After rolling, the steel ingots passed through a bath to cool them down. The bath consisted of a tank with rectangular slots in the side to allow the passage of the ingot through it. Naturally the water also poured out of the slots, and was continually pumped back up into the bath.
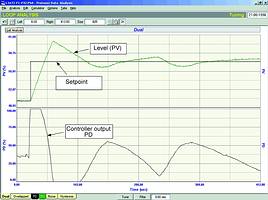
Figure 1 shows the closed loop 'as found' test. It can be seen that the control is terrible. Although the level is fluctuating over a relatively small range the PD (controller output) is more or less fluctuating around very rapidly over a huge range, sometimes as high as 95%. As one can imagine, the life of the valve was being severely affected.
The open loop test shown in Figure 2 is very interesting. Firstly, it shows the level never drops below 61%. This is because the level cannot physically drop below the bottom of the slots in the side of the bath. One should note that this is a case where the measurement calibration is extremely important, as the process is integrating below the minimum level, and self-regulating once the level rises above the minimum. The tuning for the two conditions would be completely different. However, in a case like this one only wants to control above the minimum level where it is self-regulating, and therefore it is very important that the measurement is correct.
The second thing of interest is that the level responds to PD steps in a normal self-regulating way. The third thing of note is that when the PD was reversed when the level was near the top of the range, the level did not start dropping again until the PD had moved down to 50%. The reason for this is that the valve was in fact completely ruined by this stage, and now had a hysteresis of close to 50%. (Maximum acceptable hysteresis is 1% or less.)
Once the valve was replaced, the measurement calibration set up correctly, and the controller tuned properly, excellent control was achieved with very little valve movement under normal conditions.
The next example is the control of an ingot soaking pit, also in a steel mill. Ingots are placed in a large pit in the floor, and a huge gas flame heats the ingots to a certain temperature, which is then maintained for a preset time. I normally find this type of loop extremely badly tuned, with very slow response, and often with huge overshoots in getting to setpoint.
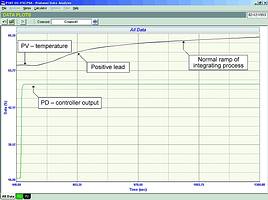
The open loop test on this process is shown in Figure 3. It can be seen that the response is different from a normal integrator because the process responds very quickly at the beginning, but then slows down and eventually carries on rising at a constant ramp rate, as typified in a normal integrating process. This response is often referred to as a 'positive lead integrator'.

In this process the lead is caused by an initial direct heating effect of the flame on the temperature sensing element, and the constant ramp which follows, is due to the actual ambient temperature rising inside the soaking pit, and this is going to continue as long as the flame is on. The reason for this is that the pit effectively is thermally well insulated and the heat loss from it is small in relation to the thermal input from the gas flame.
Positive lead integrators are very interesting as they require a special tuning technique, which is very different to the tuning method used for normal integrating processes. As a result we find that very few processes of this type are well tuned, and in fact when tuned correctly, the response can be improved, literally by a factor of 100 or more.
Another very common process where one comes across positive lead integrators is in paper machine steam driers, where the backpressure of steam flowing into the drier rollers is controlled. Integrating processes can also have negative leads. An example of this is shown in Figure 4. This is an open loop test that was taken at a paper plant on a de-aerator control. Negative leads effectively mean that the process initially moves in the 'wrong' direction, and then reverses and moves in the expected direction. Possibly the most common examples of negative leads are experienced in the level control of drum boilers. It is sometimes referred to as 'the shrink and swell' effect.
The negative lead in cases like these is caused by an upset in the steady state dynamics in the process when a change is made to the input, or the output, of the process. For example, in a boiler drum, which is under pressure, there is a mixture of water, steam, and bubbles. If the feedwater flow is increased, then the water entering the drum - which is of course colder than the water already in the drum, tends to alter the density of the mixture by 'popping' bubbles, and the level effectively sinks before recovering and starting to move upwards.
Unfortunately, a negative lead affects feedback control adversely, as one must detune (ie, slow down) the controller's response so that it has little effect until the negative bit has passed, and the level starts moving in the right direction. In other words, when performing tuning, one must treat the negative portion as if it was dead time. This means that you cannot have fast control on these processes.
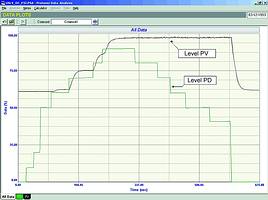
The last example here illustrates what happens to the control on an integrating loop if one has a valve with hysteresis in it. Figure 5 shows an open loop test on a level control. At the start of the test the process is at balance so the level remains constant. The PD (controller output) was stepped up, and the level started rising. The PD was then returned to the balance point. The level should have then gone constant again, but it continued rising at the same rate as before. This means the valve had not moved. In fact it was impossible to bring the level down again until the PD was set to zero. This test shows that the valve was suffering from some severe hysteresis problems.

Figure 6 shows the loop in automatic. The tuning parameters are not causing the cycling. It is due to the valve hysteresis, and shows how valve hysteresis will cause an integrating process to cycle.

For more information contact Michael Brown, Michael Brown Control Engineering, 011 486 0567, [email protected], www.controlloop.co.za
Michael Brown is a specialist in control loop optimisation, with many years of experience in process control instrumentation. His main activities are consulting, and teaching practical control loop analysis and optimisation. He gives training courses that can be held in clients' plants, where students can have the added benefit of practising on live loops. His work takes him to plants all over South Africa, and also to other countries.
| Email: | [email protected] |
| www: | www.controlloop.co.za |
| Articles: | More information and articles about Michael Brown Control Engineering |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version