This is the 200th article I have written in this Case History series and it is the last, as I have decided to leave the control arena and settle down in new and quieter pastures.
For this final article I have chosen to relate a problem that existed in a desuperheater temperature control on a boiler at a petrochemical refinery.
For those who deal with boiler controls, you will know that the desuperheater final outlet temperature is extremely important for all the downstream processes that use steam. In particular, good control on steam temperature is vital for distillation column temperature control.
On big boilers, there are often several desuperheater stages. In this particular case there were two stages. A very common control technique is to set the temperature control of the first stage as primary controller, and then to use the temperature control of the second stage as a cascade secondary. It is then good practice to cascade this secondary stage to the spray water flow control.
However, in this case it was not done, and the controller output (PD) of the secondary controller was fed directly to the spray water valve. The problem related to the fact that the second desuperheater stage was cycling badly. The cycle had a period of 103 seconds with a range of nearly 20ºC. This was really unacceptable for this control and was causing all sorts of problems for processes relying on the steam. Production had flagged this loop as needing correction urgently.
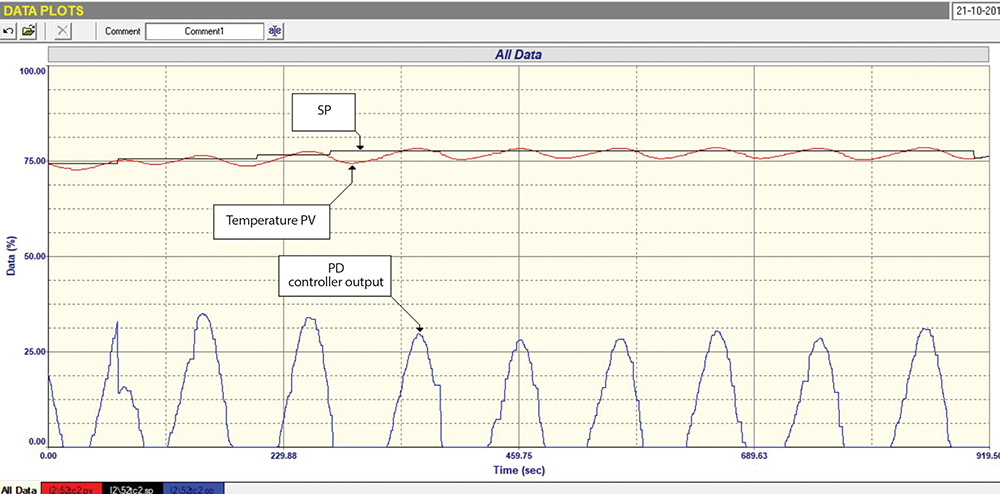
Figure 1 shows the closed loop test on this loop, with the controller on local setpoint and in automatic. Of extreme interest is the behaviour of the PD, which appeared to be shutting down, opening up in ‘a half cycle’ before shutting down again for a while, repeating the half cycle indefinitely.
This behaviour is often indicative of instability due to bad tuning. However, the C&I; team at the plant had tried retuning the controller many times without success. All that happened is that they could slow down the cycle or speed it up, but couldn’t stop it.
I have lost count of the number of times I have said that trying to correct problems by merely “trying to tune the controller” is a waste of time, more often than not. One must first analyse the loop properly, and many of my articles and teachings have gone into the various steps one must take before finally tuning.
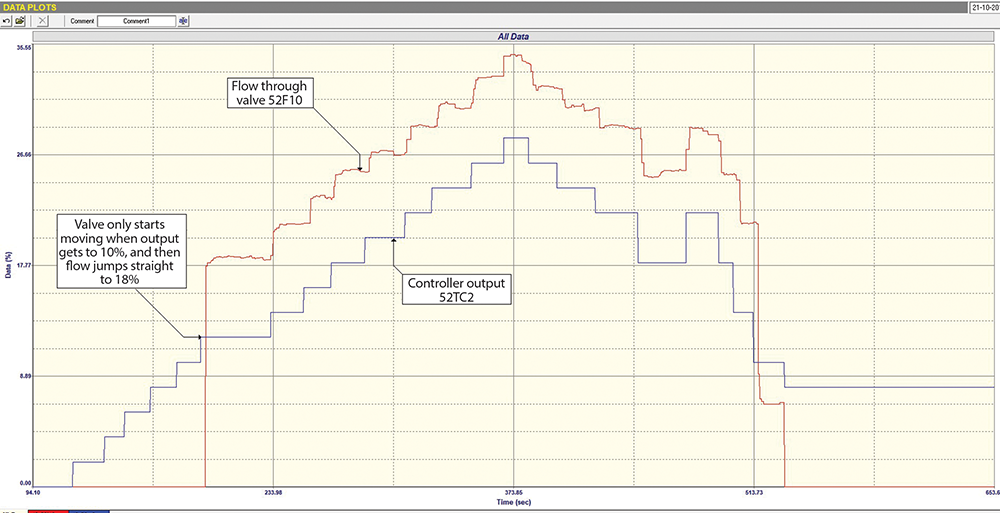
In this case, when I was asked to come and see if I could sort out the problem, I did all the necessary work required for proper optimisation, and on examining the control strategy, I immediately noted that the output of the controller was connected directly to the spray water valve, and that they had not installed a further flow cascade flow control loop. After going into the plant and examining the physical setup, we found that a flow transmitter was in fact installed in the spray water line, but was not being used. We then connected it to the panel and performed an open loop flow test to check the valve performance. This is shown in Figure 2.
This test immediately indicated that there was a huge valve problem, namely that the valve only opened when the PD got to 10%, and the flow immediately jumped from zero to 18%. The same thing occurred on the valve closing. This means that there is no way of maintaining a modulated flow between zero and 18%, which would definitely cause cycling if the flow needed to be in the low region, which in fact was where it would normally be in normal load conditions.
The next thing that the test showed was that the tuning in the controller was completely unstable. The existing tuning was P = 17 and I = 1,5 minutes/repeat. The correct tuning was P = 1,1 and I = 1,0 minutes/repeat. However, because of the valve problem, this would have made the cycling even worse, and much slower, if it had been used.
As it turned out, the valve could not be fixed, and really needed to be replaced. However, a new valve would take several weeks to arrive. To try and overcome the problem until the new valve could be delivered, and as a flowmeter was already available, it was decided to install a flow loop cascaded from the second desuperheater stage temperature controller. This was done, and when tested the flow loop, was found to have very fast dynamics compared with the temperature loop. Because of the valve, it had to act almost like an ON/OFF control, but this time the cycle was so fast, that the control managed to more or less get the correct averaged flow into the desuperheater, and the temperature control actually then worked pretty well.
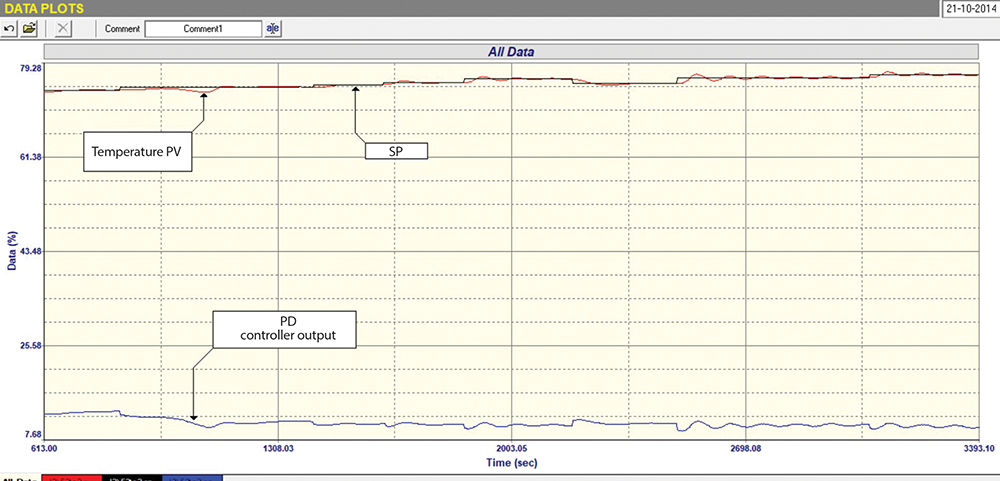
Figure 3 shows the final closed loop test on the temperature loop. Unfortunately, the flow recording is not shown in the figure. It can be seen that the temperature PD was working at around 10% and although at times a small cycle did occur, it did not affect the temperature too much, and the cascade control kept the temperature to within ±1ºC of setpoint, which was more than acceptable.
Obviously, this was not an ideal solution as the valve would probably have not lasted terribly long with the way it was cycling, but it was hoped it would last long enough until the new valve could be installed. Once again, this is such an important example of why cascade control should be used on important loops with slow dynamics. In this case, the valve problem would also have been picked up much sooner.
I will finish off by saying that I am still disappointed that so few plants recognise the importance of optimising their base layer controls properly.
I maintain that my findings over the years as below are still valid:
• Approximately 85% of loops worldwide are working ineffectively in Auto.
• 50% to 70% of all loops have equipment and/or design problems, which plant personnel are usually completely unaware of.
• Less than 5% of loops really work well in automatic.
Therefore, I sincerely hope that more process companies will come to realise how important it is to optimise their base layer loops properly. It could save them huge amounts of money and help to improve productivity. Also, their advanced control systems would operate much better.

About Michael Brown
Michael Brown is a retired specialist in control loop optimisation, with over 50 years of experience in process control instrumentation. His main activities were consulting and teaching practical control loop analysis and optimisation. He presented courses and optimised controls in numerous plants in many countries around the world. Michael is continuing to write articles based on the work he has done, and his courses are still available for purchase in .PDF format. He is still handling the sales of the Protuner Loop Optimisation software. He is happy to answer questions people may have on loop problems.
Contact details: Michael Brown Control Engineering CC,
| Email: | [email protected] |
| www: | www.controlloop.co.za |
| Articles: | More information and articles about Michael Brown Control Engineering |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version