This article gives an example of an important flow control system for flare gas in a petrochemical refinery. The control was suffering from serious problems, often cycling severely, and at other times the flow process variable (PV) would suddenly move quite a lot away from the setpoint (SP).
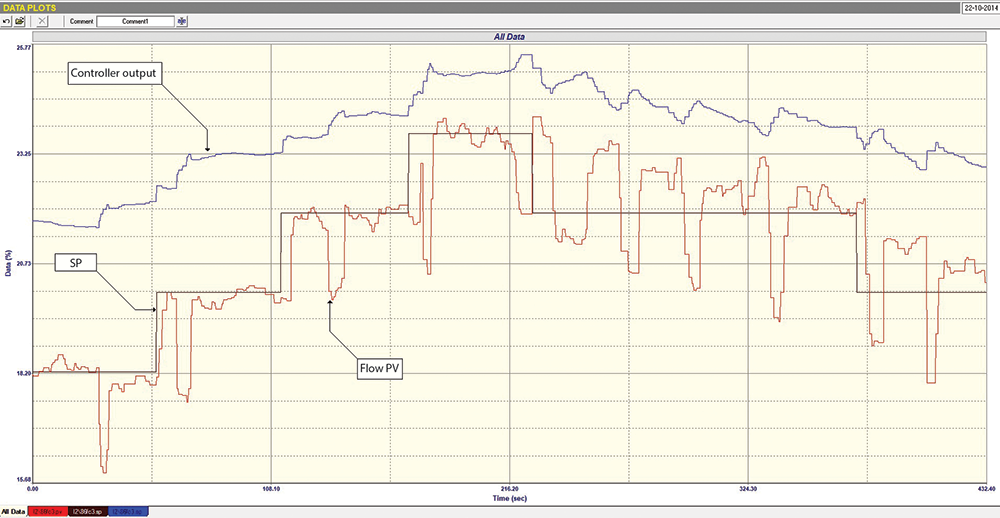
Figure 1 shows the ‘Closed Loop Test As Found’. This was a test where SP step changes were made with the controller in automatic, with the same tuning parameters that were in the controller when we started the tests.
This was a very interesting test. It showed that when the SP was stepped upwards in the valve opening direction, the tuning was in fact quite good, with quite a fast response, which was typical of a normal fast control of a flow process. However, once at SP, the flow would suddenly drop violently, sometimes by over 20%, and then after about five seconds would recover. From the controller output (PD) trace, it can be seen that the controller did not react very quickly to these swings. This would immediately lead one to suspect that there was a huge problem somewhere in the positioner or in the valve.
Another observation in the first part of the test where the SP changes were increasing was that the valve could be two or three times oversized. This was based on the ratio of the magnitudes of the step in PV to that of the PD. This ratio is referred to as process gain (PG).
On a self-regulating class of process, such as flow, one can consider a valve to be properly sized if the PG is unity. If it is greater than unity, then the valve may be oversized. If it is less than unity, it indicates that the transmitter range is too wide. Explanations on the science behind this are given in my Loop Signature series.
Now we come to the second part of the test, where the SP steps were in the opposite direction, reducing the flow, and the valve was moving in the closing direction. The behaviour of the process was now very different, with the flow not reacting in the same way as before. Instead, the process almost appeared to be cycling badly, with the PV frequently performing the same type of violent swings that were observed in the first part of the test.
The behaviour of the PD was also different. It appeared to be ramping down fairly slowly but with a fairly small, almost saw-tooth cycle superimposed on it. It no longer responded quickly to the SP steps. This could have meant that the valve was very sticky when closing.
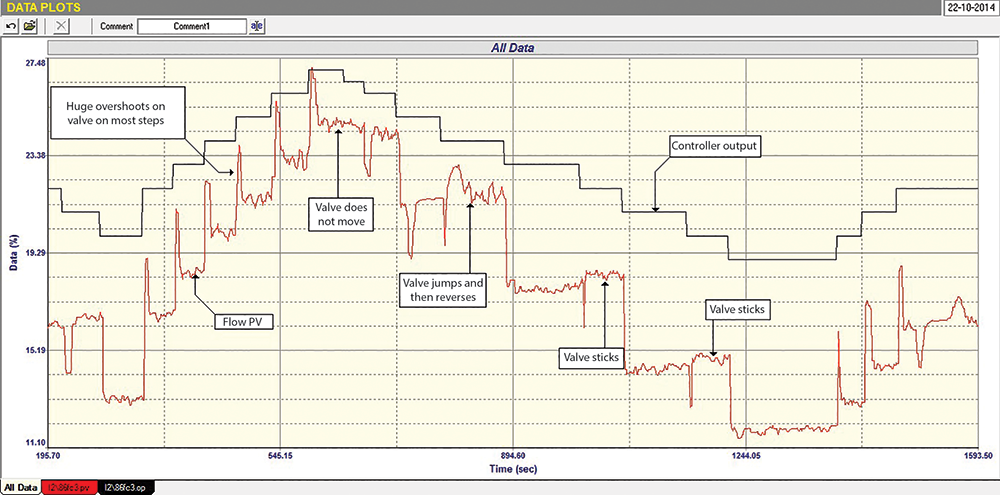
Figure 2 is the recording made when we performed the Open Loop test. The controller was placed in manual, and the PD was stepped. Again, it was fascinating to see what the valve did.
The following could be observed on the steps of PD moving upwards:
• The PV responded quickly to the steps, but with a huge spiked overshoot of almost 40%.
• The PG on each of the steps was about 2, which indicated the valve was about two times oversized (which is in fact not terribly serious).
• The installed valve characteristics were linear, which was good. The PG was the same for each of the steps. If it had varied, it would have indicated non-linear installed valve characteristics, which could have caused control difficulties as loops were tuned for only one value of PG.
The steps of PD moving downwards showed a completely different story:
• The valve stuck many times after the PD had been stepped.
• It sometimes took several steps of the PD before the valve actually responded and did move the PV down. This confirmed the previous observation that the valve was very sticky when closing.
• The valve would frequently move down in big spikes and then back up.
• On one occasion, when the PD was stepped down the valve instead of closing, it actually opened for a few seconds before starting to move in the closing direction again.
The final conclusion, of course, is that the open loop test confirmed the observations made after the closed loop test, and there was a major problem occurring in the valve or positioner. This needed to be sorted out if good control was to be achieved.
I called this study ‘The Big Dipper’, as it reminded me of a ride in a fairground where you suddenly and violently go up and down. Once again, we have an excellent example of how important it is to analyse a loop’s behaviour properly before even thinking of tuning.
About Michael Brown

Michael Brown is a specialist in control loop optimisation, with many years of experience in process control instrumentation. His main activities are consulting and teaching practical control loop analysis and optimisation. He now presents courses and performs optimisation over the internet. His work has taken him to plants all over South Africa and also to other countries. He can be contacted at: Michael Brown Control Engineering CC,
| Email: | [email protected] |
| www: | www.controlloop.co.za |
| Articles: | More information and articles about Michael Brown Control Engineering |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version