This is the first of several articles dealing with the subject of tuning, which forms an important part of this loop signature series.
As mentioned several times in my earlier articles, I have found that many people think that optimisation consists solely of tuning. I would stress once again that tuning is the last thing one should do when optimising regulatory controls. Before even thinking of tuning, one should firstly have a good understanding of the process, of what the control is there for, and what can affect the loop. Secondly, the loop should be fully analysed and any problems sorted out. Of course, all the other things should have been done that have been fairly exhaustively covered previously in this series. One should also have a very good understanding of the process dynamics prior to performing tuning. I will return to this point in a later article.
At the outset, I would stress that if you wish to perform tuning successfully, you do need a proper tuning package that can perform its task on any type of process dynamic. To do this, it must be based on the full mathematical theory of feedback control. I have tested many different types of tuning packets and systems. Unfortunately, the vast majority do not use the full theory, and are based on simplifications. They may work on some of the simpler dynamics, but are useless when dynamics of a more complex type are encountered.
I originally did not cover tuning when I first started presenting practical control courses, as I felt that any simplistic method of tuning was a complete waste of time. This led to much criticism, so I then added a section on a few simplistic tuning methods. What I learnt from this was that even though the simplistic methods are not very effective, it did in fact lead people to gain a better understanding of control. In particular, the section on tuning simple integrating loops is extremely valuable.
How is tuning done in the real world?
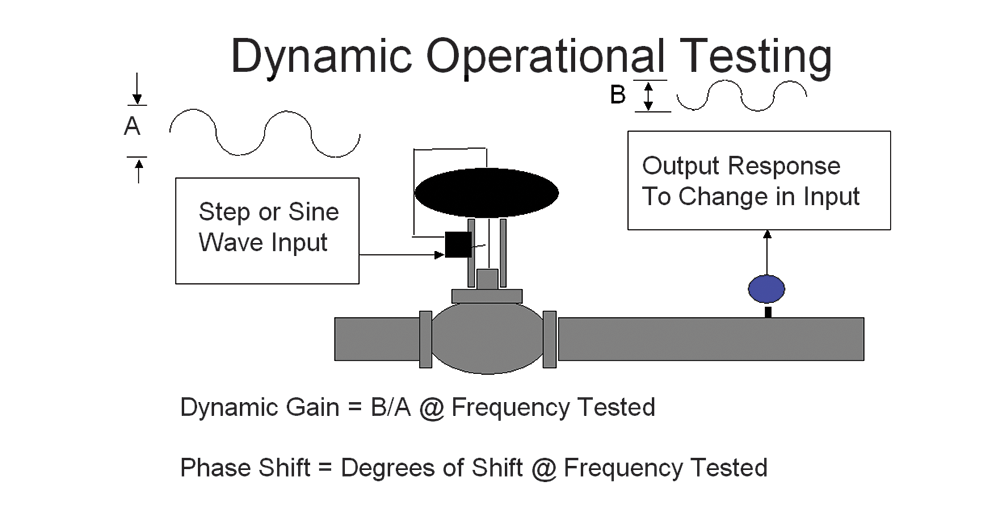
Ideally one should perform a full frequency response test on a control loop following the original ideas postulated by the early mathematicians who developed the theory, such as Nichols. As illustrated in Figure 1, a sine wave is generated onto the input to the process
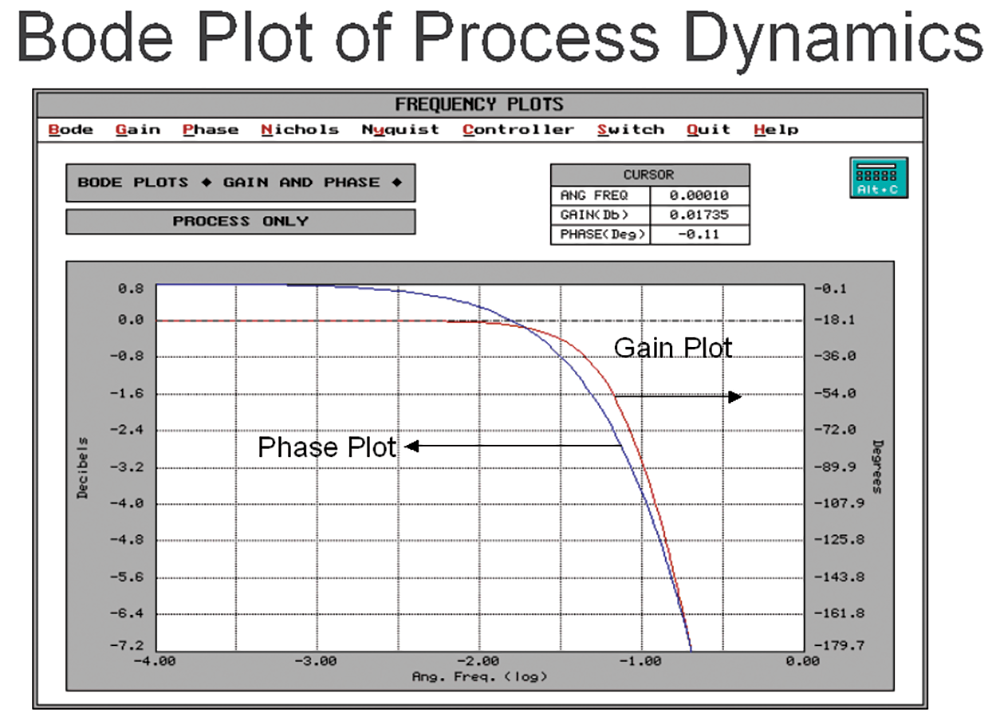
The next step in the tuning procedure is to draw a frequency plot from the test data. The various mathematicians all came up with slightly different plots. I have found that control academics seem to have strong feelings and argue a lot about which is the best. However, in reality they all contain much the same information. A Bode open loop plot is shown in Figure 3. Bode plotted two graphs, firstly dynamic gain versus frequency, and secondly phase lag versus frequency.
To obtain so-called optimum tuning, one manipulates the shape of the plots. This will be discussed later in this series. Unfortunately, this methodology for tuning cannot be used in real life. Firstly, you would not be very popular with process people in most plants if you were to start cycling their loops. It could also be dangerous in many instances. Secondly. it would take far too long. I once met a person who performed a full frequency response on a flow loop in a test rig, as part of his MSc thesis. It took him several days. Now flows are fast processes with dead times and time constants in the region of a second or two. Using this method to tune slow processes with time constants often in the region of many minutes, could literally take months or even years.
Possible methods of tuning are:
• Full frequency response as described above.
• Trial and error, or ‘twiddling the knobs’. This is sometimes referred to as WAG (wild ass guess).
• Model-based approximate methods like Ziegler-Nichols, Cohen-Coon, and Lambda. These are sometimes referred to as SWAG (scientific wild ass guess).
• Self-tuning controllers.
• Model based tuning packets.
• Time response to frequency response conversion software tuning packets.
Note that a model-based method is where one tries to build up a mathematical transfer function of the process, usually by introducing a step on the input to the process. Typical dynamics in such a model would be things like process gain, dead time, first and higher order time constants, self-regulating or integrating, and positive and negative leads. Using such a model would allow one to predict how the process output would react to any change in the input.
Which methods do practitioners in real life plants use? An American control-engineering journalist who investigated tuning methods used in over 130 plants in northern America gave the answer to this a few years ago. He said that 98% of all tuning was done in these plants by either the WAG or SWAG methods mentioned above.
There are several reasons for this. Firstly, most people having very little understanding of the practicalities of control often think that the answer to all problems is to tune the loop. As stressed earlier, tuning is normally the last thing one should do in the optimisation process. Even the world’s greatest tuning system will not work right unless one understands what one is doing, and also uses it correctly. Generally, even using a good tuning package haphazardly will probably only produce good results about 30 to 50% of the time.
Secondly, most of the tuning methods listed above do not work on all process dynamics, and some have so many simplifications that they hardly ever work at all, even on the most simple of processes. I have personally tested many of the available methods and systems, and the only one that I have found that works on every process type (provided it is used correctly) is a particular make that employs the time to frequency response conversion technique listed above. In addition to using all the mathematical theory behind tuning, the package also incorporates a ‘tree of knowledge’, or intelligent rules, that give better and safer tuning on different types of process dynamics.
Therefore, people who try tuning packets or methods find that they don’t seem to work most of the time. They get impatient and go back to twiddling the knobs.
How good are people at tuning using WAG? In my experience very few have any real idea. Occasionally a person sometimes develops great skill on simpler processes. I have tried to find out how they do it. In general, it appears they have developed a feel for it (rather like the perfect pitch of an experienced piano tuner), but they normally cannot explain how they do it. Again, they are usually not very successful at tuning processes with complex dynamics.
Also, as a general rule, most people have better ‘luck’ in tuning self-regulating processes than integrating processes. This is because very few people recognise and understand the mechanics of integrating processes, which differ completely from self-regulating processes.
The next article in this series will deal with tuning simple self-regulating processes using a few SWAG methods.
About Michael Brown

Michael Brown is a specialist in control loop optimisation, with many years of experience in process control instrumentation. His main activities are consulting and teaching practical control loop analysis and optimisation. He now presents courses and performs optimisation over the internet. His work has taken him to plants all over South Africa and also to other countries. He can be contacted at: Michael Brown Control Engineering CC,
| Email: | [email protected] |
| www: | www.controlloop.co.za |
| Articles: | More information and articles about Michael Brown Control Engineering |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version