

The first part of this article spoke of how thin client HMI is in a sense taking us back in time – as thin client stations are not unlike the mainframe and ‘dumb terminal’ approach of the past. The article went into a bit of the history of HMI – how it became more intelligent than the simple switch panels, and ended with a brief discussion on hardware obsolescence and the need to have to also replace the interface software when thick client HMIs were replaced. This month we look at how going from thick to thin client – and a browser approach, offers distinct advantages.
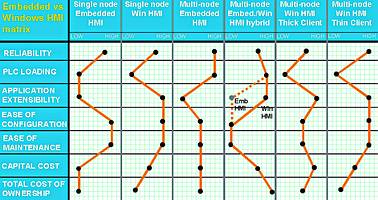
Application space of traditional thick client HMI
Production lines in hybrid and continuous process production operations, such as food processing, pharmaceuticals, wood products and fine chemicals, generally use multiple PLCs. These production lines can have demanding HMI requirements such as high-end graphics, complex alarming, maintaining a realtime data historian, recipe procedures, structured query language transactions, statistical process/quality control and reporting. Many of them may have connections to computerised maintenance management systems as well as enterprise resource planning and supply chain systems. The scope of today's requirements has grown tremendously and now ranges from a single node to dozens of HMIs to control the production lines and interact with other enterprise systems. These requirements demand the flexibility and power of Windows-based HMI systems and they can no longer simply be met by the limited capabilities of embedded HMIs.
In complex architectures such as these, PLC overloading is generally avoided by the inherent nature of the client/server architecture found in most Windows-based HMI systems. This is accomplished by creating job assignments for each PLC. One or two HMI nodes may be designated as I/O data servers, with all other HMIs designated as data clients. This allows far higher data throughput from the PLC while providing for a redundant path for data acquisition in the event of a data server failure. However, plant floor operations can become problematic because these systems must use higher-cost industrialised PCs or incorporate ruggedised enclosures for office grade PCs. In addition, the reliability of industrialised PCs is not as good as embedded HMIs due to the effects of harsh industrial environments on rotating media and other PC components.
One real benefit of using PC-based HMIs is that application obsolescence can be rare. HMI vendors, such as Futuristix, can take an application developed on Win3.11 and provide a straightforward migration path so that the same application can easily be upgraded to run on Windows 2000.
Windows HMI thick client hybrid systems
A frequent compromise made in mid to large-size production systems is that control engineers respond to capital budget constraints and often tradition, by using low-end, panel-mounted HMIs on the plant floor and PC-based HMIs in the control room. A valid argument in defence of this architecture is the enhanced reliability of the system and resistance to single points of failure. However, such an approach leads to duplication of training for the different HMI systems (both in development and operation), duplication of efforts in HMI configuration and duplication of maintenance tasks as users add and delete control requirements. This hybrid architecture is also a common source of slow HMI performance, because the individual PLC and, possibly, the PLC network are often overloaded when servicing data requests from embedded HMIs and PC-based HMI data servers. From the perspective of total cost of ownership, this approach is rarely cost-effective because of the many external costs that do not become part of the capital budget. The operational and maintenance budgets are hit with the costs and inefficiencies of maintaining these disparate systems.
Application space of thin client HMI utilising terminal services
These shortcomings of embedded HMI and thick client Windows-based HMI can be addressed without introducing additional constraints just by using thin client technology for the plant floor. Thin client technology marries robust, reliable and low-cost solid-state, panel-mounted operator interfaces with the advanced capabilities and superior operator experience of a Windows-based HMI.
The thin clients themselves can run a laundry list of existing operating systems - from oldies such as Windows 3.11 to the very modern Linux - even though what the user sees on his remote device looks just like a Windows 2000 desktop. The client hardware and software are resistant to obsolescence because modifications to the operating system or applications software occur only on the server and not on the client. Hardware upgrades also involve only the server and not the operator stations on the plant floor.
Thin client technology also allows for unmatched scalability in servicing users through both network-based thin clients and Web-based clients. Any application that can be seen on the plant floor can be viewed using an Internet browser, so client users can be located virtually anywhere and can be using literally any device. Clustering of servers allows for the scaling of the number of concurrent instances of the application(s). In addition, because of the low network bandwidth required for a client session, remote viewing becomes possible using dial-up, wireless Ethernet (802.11b or other) or even low-speed wide-area networks. Handheld HMIs connected via wireless Ethernet literally 'unplug' operators from the control room, allowing them to interact with the process while they are in the middle of the process equipment.
The configuration, deployment and support of thin client applications blend the best of thick client applications with the robustness of embedded applications and the ease of deployment and maintenance of thin client technology. The system can be made fault-tolerant by the addition of redundant terminal servers. Third-party software, such as Automation Control Products' ThinManager, provides for fail-safe functionality in the thin client. The requirement for a back-up operator station can also be met by using a simple thick client HMI that runs the same application that is running on the terminal server.
Development and maintenance costs are reduced because of the centralised nature of terminal services. All changes are made on the server and are propagated to the thin clients. Training costs are minimised because the users can learn on their existing Windows knowledge to support terminal services and fewer HMI variants need to be supported.
Thin client technology exhibits low to moderate up-front costs and dramatically reduced costs of deployment and long-term maintenance. Therefore, the total cost of ownership is generally always lower than embedded HMI or thick client Windows-based HMI. Deploying thin client HMI on the plant floor can achieve up-front cost parity with embedded HMI with as few as four operator stations, since the cost of the terminal server must be amortised over multiple operator stations. Because of this cost amortisation, terminal services are indicated primarily on systems requiring multiple operator stations. In most applications, the terminal server sessions would run the same HMI application, but this is not a requirement.
In conclusion
The adoption of thin client technologies in the office has been well under way for some time. Because the industrial marketplace is more conservative, adoption of thin client technologies on the plant floor is only just starting. For this market to rapidly adopt new technologies, several criteria must be addressed that prove superior to existing methodologies. Among these criteria are reliability, effectiveness in use and capital, training and maintenance costs. Thin client technology addresses each of these criteria and is at parity or is superior in every area to traditional solutions. The industrial user community continues to shrink engineering and maintenance staffs, and solutions that address these criteria and reduce the total cost of ownership, will be embraced.
There will always be a place in the industrial market for the single, embedded HMI. However, for multinode applications, the overwhelming advantages of thin client technology will drive the industrial market to rapidly adopt solid-state thin clients running terminal services.
For more information: Mike le Plastrier, Futuristix, 011 723 9900, [email protected], www.futuristix.co.za


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version