

Michael Brown is a specialist in control loop optimisation with many years of experience in process control instrumentation. His main activities are consulting, and teaching practical control loop analysis and optimisation. He gives training courses which can be held in clients’ plants, where students can have the added benefit of practising on live loops. His work takes him to plants all over South Africa and also to other countries. He can be contacted at Michael Brown Control Engineering cc, +27 82 440 7790,
[email protected], www.controlloop.co.za
As mentioned in earlier articles, the integral (or I term) in the controller is a brilliant thing. It is an extremely elegant and simple solution for eliminating offset in control. However, like everything else in this world, it has its bad side as well. In the case of the I term, its bad feature is that it never gives up trying to get rid of offset, even when it cannot be eliminated.
Integral windup
Many control problems can stem from the integral, continuously working to try and eliminate offset. Some examples of these are stick-slip cycling on self-regulating processes, and continuous cycling on integrating processes with hysteresis on the valve, all of which have been discussed in earlier articles. In addition, another problem can arise from the same cause, known as integral or reset windup.
Integral windup occurs when a continuous error exists that cannot be eliminated. For example, imagine that an isolating valve in series with the control valve is closed, and the controller is left in automatic. At this point let us imagine that the PV (process variable) goes to zero. The integrator in the controller will immediately start integrating to try and eliminate the error. This will result in the PD (controller’s output) increasing at the ramp rate of the integrator. As the error cannot be reduced, this will continue until eventually the PD reaches a maximum limit (20 mA in most controllers).
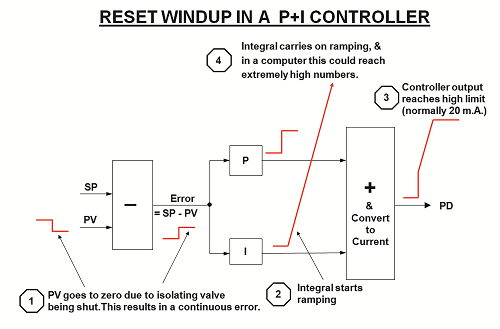
However, it must be remembered that in theory, the integrator’s output will continue to carry on ramping for as long as the error exists. In reality, in the old days of analog controllers, this could only continue until a physical limit was reached. At this point it was said that the integrator was ‘saturated’ or fully ‘wound up’.
The situation is different in a digital computer. The integral is now not a voltage or pressure, but a number, and modern computers can deal with extraordinarily high numbers. Therefore, unless the controller manufacturer does something about it, the integrator could carry on until the output reaches a value close to infinity. This is illustrated in Figure 1.
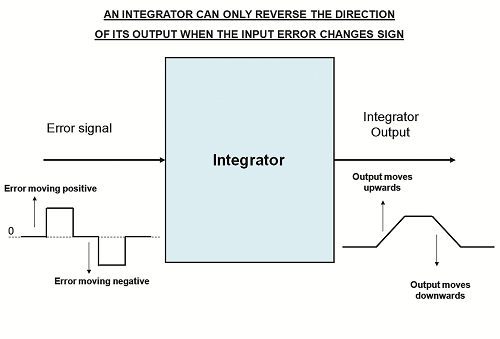
Eventually, when the isolating valve is reopened, the fluid will flow through the fully open control valve, and the PV will then start rising towards set point. However, due to the nature of an integrator, the PD cannot start reducing, and hence the control valve cannot start closing before the set point is reached. Essentially, the integrator’s output cannot be reduced until the error signal on its input changes sign. This is because the integrator’s output will always rise as long as any positive error exists. If the error reduces to zero, the integrator’s output then remains constant. It can only start moving down after a negative error signal occurs. This means that the integrator can only start responding again once the PV has moved through the set point. Figure 2 helps explain this.
Some practical examples
If the integrator has wound up, it means that it may take a long time for the its output to drop far enough to allow the PD to start moving down again, and at that point, it would allow the control valve to start closing. By then, an enormous process overshoot could have occurred, with long delays before the controller can start actually controlling again.
To cite an extreme example, a senior instrument technician on a gold mine gave me an example of one of their control loops that wound up after a plant trip occurred, and on restarting the plant, the output of the controller remained at full output for nine hours before it started moving down.
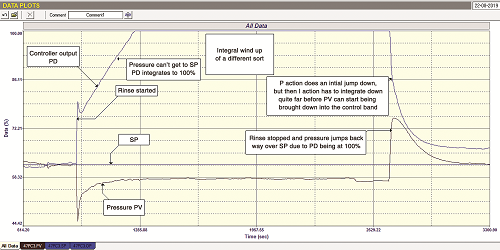
A second interesting example I encountered recently was in a refinery. The problem was in a demineralisation plant with a water pressure controller. It occurred periodically when clean water was introduced to perform a rinse. The incoming water was at a much higher pressure, which backed off the controlled pressure and limited it to a value well below set point. This resulted in the integral action ramping up the PD to 100% (wind up). When the unit went back to normal operation, the pressure jumped above set point, and it then took many, many minutes for the output to get back down to the normal area where control could resume.
The result is that when the cleaning water is shut-off, the controlled pressure immediately jumped some 15% over set point. Although the proportional action does immediately drop the PD a bit, it took the integral a further 7.5 minutes to get the control back down to set point! The closed loop test annotated in Figure 3 shows it very well.
The problem can be eliminated by freezing the integral when the rinse begins, or else putting the controller into manual for the rinse period.
During the course of my career, I have encountered quite a few problems caused by integral windup, and since in my experience very few people understand the workings of their controllers, the problem is not identified properly. In one particular case at a plant that made explosives, a cheap PLC controller that did not have any built in reset windup protection almost caused a serious explosion, as under certain conditions, the controller integral wound up resulting in potentially serious temperature overshoots. Luckily the high temperature trip system worked whenever this happened.
Two important points to remember to avoid reset windup:
1.As a general rule, integral action should always freeze when further movement of the controller’s output can have no further effect on the control.
2.In particular, in every case of an oversized valve, the integral should be frozen and a limit placed on the controller’s output where further movement of the valve can have no further effect on the PV. This will help prevent both reset windup, and valve windup. This is an important point as many plants have cases of (sometimes) hugely oversized valves or pumps.


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version