To achieve precise, reliable measurement results when scanning component parts, use is frequently made of reference points. In optical measuring processes, these permit the referencing of three-dimensional objects during the digitisation. Reference points enable the precise, reproducible and comparable capture of the part data. Numerous options are available – on a roll, as a net or as a dodecahedron – and the requirements and the particular scanning system affect the choice of reference point variant. Here, the type of measurement, the precision requirements, the part to be measured and the part size are key.
The most important reasons for using reference points are:
•Accuracy and precision: With reference points, the precise position and orientation of the scanned part are defined. This ensures that the captured data correspond to the actual geometry of the part.
• Reproducibility: Most of the options permit high reproducibility of the scan data. The scans of the part can be performed at different points in time and by different measuring instruments, without the results showing significant deviations.
•Correction of distortions: Reference points allow distortions in the scanning process to be corrected. Distortions may be caused by drift, thermal effects or other environmental conditions, and may affect the measurement results. With reference points, distortions can be identified and offset.
• Control points for calibration: Reference points are also used as control points for the calibration of scanning equipment. This ensures approval of the device as a measuring instrument, and that it meets the manufacturer’s specifications.
Self-adhesive reference points
Self-adhesive reference points are used very frequently, because they can be applied quickly and easily to the surfaces to be measured. They are available in different shapes, sizes and materials.
The self-adhesive dots permit precise positioning on the part surface, and hence facilitate accurate alignment and measurement. The range of self-adhesive dots available is extensive, and until now could almost only be obtained as a measuring accessory via the equipment manufacturers. Now, measurement points can also be obtained direct from AESUB. The AESUB dots have the additional advantage of adhering securely to the automatically evaporating AESUB spray, which is used for matting shiny surfaces.
AESUB’s repertoire comprises conventional black and white dots, retroreflective dots, particularly easy to remove retroreflective dots, and medical targets with medically approved adhesive.
Self-adhesive measuring points in different designs
A distinction is made between conventional black and white measurement points and reflective measurement points. The retroreflective dots are highly visible, even in poor light conditions and where there is a large distance between the part and the measuring device, thereby increasing the efficiency and reproducibility of the measurements. The measurement points are available with either strongly adhesive or only slightly adhesive surfaces. Strongly adhesive points are used for rough, porous and uneven surfaces. If the part to be measured is exposed to mechanical stresses such as vibrations, strongly adhesive measurement points are used.
Manual application of the reference points requires time and care to ensure that they are positioned accurately. This may slow down the measurement process, particularly if several reference points are required. With delicate surfaces, affixing reference points may possibly result in small areas of deformation or dents, which could affect the measurements. This is particularly relevant for parts with very narrow tolerances.
After the measurement process, the reference points must be removed. If they leave behind residues on the part’s surface in the process, the parts must be cleaned or polished in order to restore the quality of the surface.
The upside is that they are quick to apply, highly flexible, and affordable. The downside is that application and removal are very time consuming. Some individual dots are frequently overlooked during removal, which causes errors during painting or varnishing.
Continuous dots
Measurement points in the form of continuous dots on a roll are significantly quicker to apply. The 50-metre long, transparent adhesive strip contains retroreflective reference points measuring 6 mm all along its length. These are distributed across the adhesive strip at irregular intervals of 50 to 70 millimetres. The continuous dots are particularly suitable for large-sized parts such as yachts, cars, or big machine components. Because the adhesive tape is perforated at intervals of 50 cm, it can be easily adapted to the particular part format. The transparent film is flexible, and adapts to freeform surfaces without the need for folding. Within just a few seconds, the continuous dots are in place, meaning that the scanning process can start immediately. Since the carrier film is transparent and very thin, essentially only the dots are recognised, i.e., scanning through the carrier material takes place.
After scanning, the adhesive tape is removed just as quickly and easily. For large parts, the continuous dots save the user several hours of work spent affixing and removing the reference points. In addition, handling is significantly more ergonomic compared with individual adhesive dots. The continuous dots from AESUB are primarily used for large parts such as car bodies.
Net with reference points
Using a 1500 x 2000 mm net on which reference points are evenly distributed at 100 mm intervals, large parts can be prepared in just a few seconds for scanning across their entire area. Thanks to the dense arrangement of the reference points, scans can be performed from different angles.
The net is laid quickly and easily over the part to be scanned. For metallic parts, there are nets available with magnetic reference points. With non-metallic parts, made from stone or plastic, the net is stretched or, depending on the material or surface, fixed using suction cup fastenings.
The Target-Net from AESUB is equipped with 6 mm retroreflective reference points. In the future, there will also be a version with 3 mm points available.
The reference points ‘float’ about 10 mm above the surface. Depending on the scanner design, the glossy black net threads are either invisible on the scan or can be removed in a few clicks using suitable software via an offset function.
The upside is their almost unlimited reusability. They are quick and easy to use, convenient, and quick to pack away and transport. The downside is that individual reference points might be shifted if the user touches them accidentally.
Measurement point dice
These polygons are available, for example, in the form of a dodecahedron, equipped with eleven measuring marks in a small space. The dice surfaces are never symmetrical, which means that the measurements can be performed from several different angles; there are always sufficient points detectable from different planes and angles. The part dimensions are accurately and reliably captured from all perspectives.
The dodecahedra from AESUB, the AESUB dice, are magnetic and ideal for measurement on metallic parts. Alternatively, there are dice with an M4 thread, which increases the number of possible applications.
The sets consist of a total of 12 dice and associated AESUB dots. The self-adhesive, retroreflective reference points, with a diameter of 6 mm, are placed on the surfaces of the dice. Hence no adhesive needs to be applied to the parts.
The AESUB dice are produced in black as standard. White and transparent designs are also available.
The upside is that part dimensions are reliably captured from all perspectives. The downside is that the dice themselves are not reference bodies. Referencing is via the glued-on dots, which cannot be placed in a defined way.
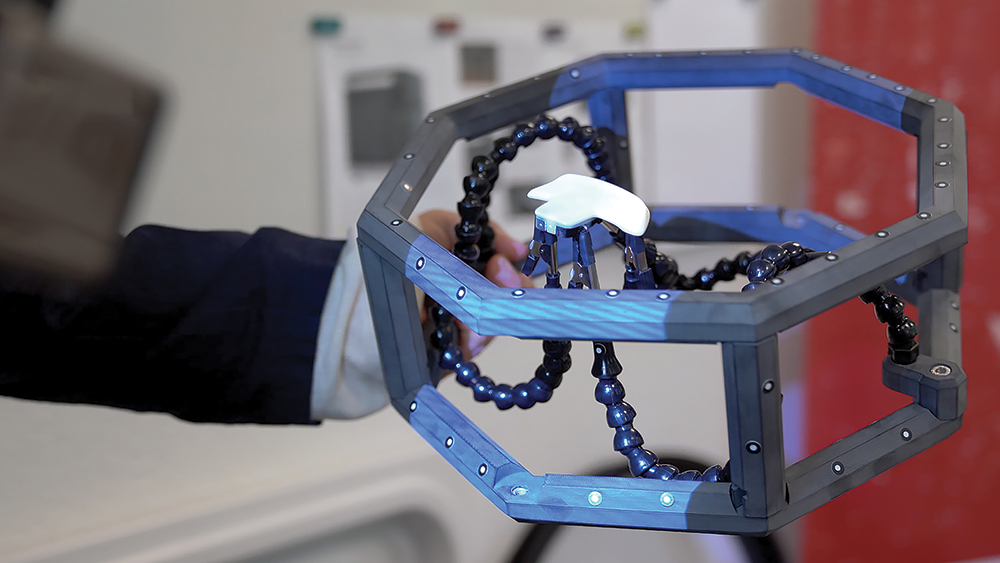
Reference point frames
A further option is modular reference frames, on which measuring points can be placed durably at different intervals. AESUB offers different frame designs. In one design, the centre of the parts of the frames can be held by articulated arms and measured all the way around. In another design, the part is placed on the measuring table and the modular frame placed around it.
With both variants, the reference points are located on the frame components, which means that nothing needs to be stuck to the parts. The frame can be modified at any time and adapted to different parts or part geometries. The modular measuring frames are ideal for pre-production batches, small batches and prototypes, and above all are a good option when ad hoc, precise measurements are required.
The upside is that they are very light and reusable for an unlimited number of times. Parts can be captured all the way around. The downside is that the part size to be measured is limited by the size of the available frame components.
This variety of reference point products enables accurate, reproducible data capture to fit a wide range of requirements during the scanning process. Crucial to the choice of a suitable type of reference point are factors such as the type of measurement, the accuracy requirements, and the size and nature of the part to be measured. By selecting the reference type in a targeted way, the requirements of the different scan systems can be optimally met in order to achieve reliable measurement results.


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version