

In this article we look at three cases where great success was achieved through optimisation. The work was all done in a petro-chemical refinery.
Case study 1
The first example is of a reactor feed temperature control which was always in manual, as the loop went wildly unstable when placed in automatic. This is a vitally important temperature as it affects products way down the line.
The optimisation tests showed that for once there were no problems in the actual loop, and that the valve was operating really well. The only problem was with the original tuning which was:
• P = 1,6.
• I = 3 minutes/repeat.
• D = 1,25 minutes.
The optimal tuning as given by the Protuner loop analytical software was:
• P = 0,6.
• I = 0,9 minutes/repeat.
• D = 0,3 minutes.
The new tuning parameters worked like magic. The before and after performance, taken from the trending package in the plant DCS, is shown in Figure 1. The terrible instability taking place before the tuning, and how well the control kept the PV on setpoint with the new tuning can be clearly seen. This control kept the PV on setpoint amazingly well in spite of pretty continuous load disturbances occurring which can be seen by the fact that the controller output is moving around quite a bit to keep the variance out of the PV.
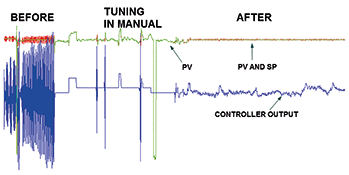
As mentioned in previous articles, slow temperatures are widely regarded as being extremely hard to tune as it takes so long to see the responses, and normal trial and error tuning often becomes almost impossible as can be seen in this example. It is not so serious if the process is relatively stable and is not subject to frequent load changes. In these cases one can get away with slow tuning which may take forever to get to setpoint on any change, but if there are steady state conditions with no changes then it stays on setpoint and looks good.
Case study 2
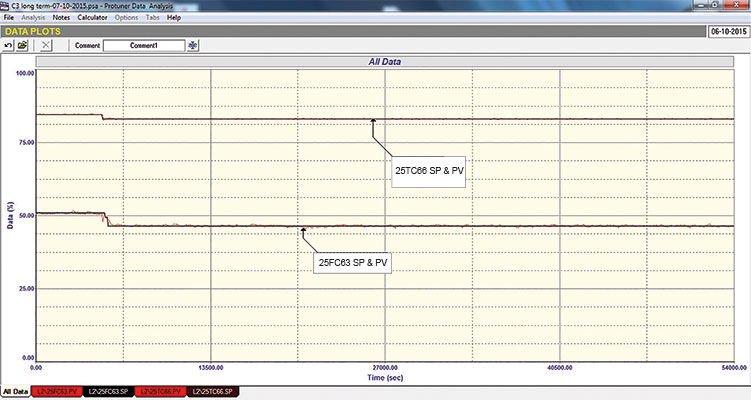
The second success is of two highly interactive loops, one temperature and the other flow, both of which had always run in manual, as they immediately started cycling when placed in auto.
Unfortunately feedback control systems do not like interactivity, and the best way to decouple interactive loops is to use dynamic decoupling which means inserting feedforwards in each loop to counter the effects of other loops. However, the vast majority of interactive loops do not use this sophisticated technique. So how do operators stop the interactive loops from cycling? Very simple; they just put one or both of the loops in manual. Herein lies the answer to how to decouple loops without resorting to dynamic decoupling. All one has to do is tune the one loop as fast as possible, and the other so slowly that the loops cannot interact. (I have often referred to terribly slow tuning in my articles as being tuned “close to manual”.)
Figure 2 shows the loops both running in auto and keeping the processes on setpoint with no apparent effect on each other. The recording was taken over a period of 15 hours. Setpoint changes were made on each loop and the PVs followed beautifully without affecting the other loop.
Case study 3
The third example is of interactivity between two level loops. This is actually one of the hardest problems I have ever had to deal with as the loops are of critical importance, and all production downstream from them is dependent on their performance. The loops have always presented a major problem for the operators who ran them in manual with much difficulty. Both processes cannot be moved too much as apart from affecting production drastically, a large move can trip the whole plant, which can take days to start up again.
It took many hours performing the tests making tiny steps and trying to get representative and repeatable responses from which the process dynamics could be established for tuning and trouble-shooting.
In spite of the care taken, one of the loops reacted terribly badly to a rather large step made on the other, and if it had not been for a particularly alert and very bright control engineer who was making the changes and reacted with amazing speed, the plant would have tripped. This prevented us from tuning the one loop as fast as we would have liked, and resulted in having to use slower than desirable tuning in both loops for robustness (safety). Even so, the results were amazing. Figure 3 shows, amongst many other critical control factors associated with the two levels, a 15 hour test with both levels at the same setpoint running in automatic.
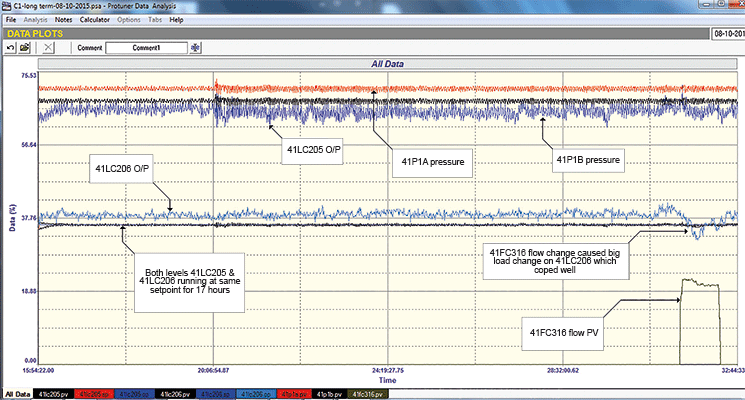
It can be seen near the end of the test where a particularly large load change on the flow into one of the vessels occurred, but the control coped extremely well with it.
This is one of those successes which make my job so worthwhile and satisfying.

Michael Brown is a specialist in control loop optimisation with many years of experience in process control instrumentation. His main activities are consulting, and teaching practical control loop analysis and optimisation. He gives training courses which can be held in clients’ plants, where students can have the added benefit of practising on live loops. His work takes him to plants all over South Africa and also to other countries. He can be contacted at Michael Brown Control Engineering cc, +27 (0)82 440 7790, [email protected], www.controlloop.co.za
| Email: | [email protected] |
| www: | www.controlloop.co.za |
| Articles: | More information and articles about Michael Brown Control Engineering |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version