

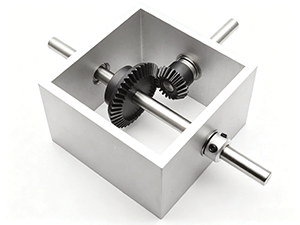
In compact automation, right-angle drives are often selected to place motors, actuators or driven modules in a tighter layout. Depending on the design, the 90° power path may use bevel gears, hypoid gears, worm gears or a right-angle gear unit. But long-term performance is not decided by the layout alone. Two less visible factors often matter more: backlash and support stiffness.
Backlash is the clearance or lost motion that appears when motion reverses. Some backlash is needed for lubrication, manufacturing tolerance, load deflection and thermal expansion, but too much can cause positioning delay, impact and unstable motion. Support stiffness describes how well the bearings, shafts, housing, mounting faces and output interface keep the gear mesh in position under load. If the support system is weak, the mesh can shift during operation even when the static backlash looks acceptable.
Why backlash is not simply ‘the smaller, the better’
Many designers treat backlash as something that should simply be minimised, and that is not always the best way to think about it. A right-angle drive needs enough clearance to avoid thermal tightening, poor lubrication and interference under load. At the same time, excessive backlash creates delay when the motion reverses, which can show up as positioning error, impact, noise or unstable synchronisation.
This is especially important in compact automation because many machines use short, repeated movements rather than one steady rotation. A module may pass a no-load bench check, then show impact or drift after heat builds up or after the direction reverses frequently. The right question is not “Can we make backlash zero?” but rather “What amount of backlash is acceptable under the real load, temperature and motion cycle?”
For design reviews, it is more useful to define backlash as a measurable operating window. This window should consider reversing frequency, output load, temperature rise, lubrication condition and assembly repeatability. If the specification only says “low backlash,” the supplier, designer and assembly team may each interpret the target differently.
Why support stiffness changes the gear mesh
Support stiffness is harder to see than backlash, but it can cause bigger problems. A dial indicator can show clearance, but it cannot fully show how much the shaft, bearings, housing or mounting interface moves under torque. A right-angle drive is a small structural system. The gears, shafts, bearings, housing, mounting flange and output connection all carry load together. If one part is too flexible, the gear mesh may shift from its intended position.
This is especially important for bevel and hypoid gears because their mesh position is sensitive to mounting distance and support condition. Low support stiffness may not break a part immediately, but it can create practical problems such as more noise under load, unstable contact pattern, heat rise or inconsistent performance between units.
Backlash and stiffness must be checked together
Backlash and support stiffness are not separate issues. Backlash is the geometric clearance, while support stiffness determines whether that clearance remains useful under load, temperature, and time.
For example, a right-angle unit may measure within backlash limits on the assembly bench. After installation, a long overhung output load may bend the shaft or shift the bearing load path slightly. This small movement can change the mesh position, reduce effective clearance, push the contact toward an edge or increase noise. The visible symptom may look like poor gear quality or excessive backlash, but the root cause may be a support structure that is too flexible.
For bevel or hypoid right-angle drives, the check should not stop at backlash. Mounting position and contact pattern should also be considered where applicable. Backlash confirms clearance, and contact pattern shows whether the teeth are carrying load in the intended area. Together with bearing and housing checks, these measurements give a much better picture of how the drive will behave in the machine.
When backlash is the main issue, and when stiffness is the main issue
If the machine shows lost motion, impact or delayed positioning during reversal, backlash should be one of the first items to check. The measurement should include the whole motion path, not only the gear pair. Couplings, keys, splines, bearings and the driven mechanism can all add lost motion.
If the machine behaves well at low load but becomes noisy, hot or unstable when the load rises, support stiffness should move higher on the list. This is common in robot joints, rotary tables, indexing units, compact transfer modules and other systems where the output load direction changes. In these cases, the supporting structure may limit performance more than the nominal gear accuracy.
Avoid treating a system problem as a gear accuracy problem
In the field, right-angle drive problems are often blamed on ‘gear accuracy’. Sometimes this is correct, but it is not always the case.
Noise may come from tooth geometry, but it may also come from edge contact caused by support deflection. Position drift may look like a gear error, but it may come from backlash in the gear pair, a loose key connection, bearing clearance or elastic deformation in the structure. High temperature may point to lubrication, but it may also come from too little clearance, excessive preload or thermal distortion.
A better troubleshooting path is to start with the system. First check backlash and lost motion. Then check support, mounting and bearing condition. After that, review contact evidence and lubrication. Only then should the team decide whether the gear pair or the whole unit needs replacement.
How to write better acceptance criteria
When specifying or purchasing a right-angle drive, avoid vague phrases such as ‘low backlash’ or ‘high stiffness’. They sound useful, but they do not tell the supplier or the assembly team how the result will be verified.
A clearer specification should define where and how backlash is measured, the temperature condition, and whether the measurement is no-load or loaded. It should define the output load, overhung distance, mounting interface requirements, and the level of stiffness needed to keep the mesh stable. For bevel or hypoid routes, contact pattern checks should be included when they are practical and relevant.
Acceptance criteria can stay simple. They should cover backlash, operating temperature, support condition, lubrication and a basic sound or vibration boundary. The goal is not to overcomplicate inspection; the goal is to make the drive testable under the conditions that matter.
Conclusion
Backlash and support stiffness may look like small details, but they often decide whether a right-angle drive works reliably in compact automation. Backlash affects reversing motion, positioning delay and impact. Support stiffness affects mesh position, contact pattern, noise, temperature and service life.
The better approach is not to chase zero backlash or simply choose a larger gear unit. A more reliable approach is to review backlash, stiffness, temperature, lubrication and assembly repeatability together. That is how a right-angle drive becomes more than a 90° power turn. It becomes a predictable, testable and serviceable transmission module.
For more information contact Wenlio Gear, [email protected], www.wenlio.com


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version