


It was not so long ago that MES (manufacturing execution systems) and EMI (enterprise manufacturing intelligence) were just three-letter abbreviations (TLAs) whose purpose in life was not all that clear. One of the reasons for this could be that, until fairly recently, the whole spectrum of manufacturing and mining functions was so vast and confusing that it was difficult to make sense of it all and snappy TLAs were not seen as helping.
In fact, they helped a great deal by segmenting a complex issue into manageable chunks. There is ERP at one end of the spectrum, which handles all the business side, and scada (OK, not exactly three letters) at the other for process control. Logically, therefore MES and EMI fit somewhere in the middle – and they do to some extent, but it is a little bit more complicated than that. Read on and be unconfused.
Manufacturing execution (or enterprise) systems
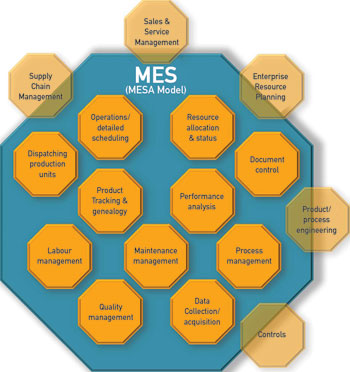
The official definition as defined by MESA (manufacturing enterprise systems association), the body that oversees MES activities globally is as follows: an MES system guides, initiates, responds to and reports on plant activities as they occur (it executes the production by interacting with the business and the control systems).
So, any MES system should be able to turn production requests into production execution actions and activities on the production floor. Generally speaking production requests are received from an external system such as the ERP system. The MES responds to these requests by starting the production activities and recording consumption and production transactions as they occur. It guides the production personnel as to where the production activity should take place (production line), what process should be started to achieve the production requests, where the material will be received from to produce the requested product and where the produced product should be transferred or stored. While executing production it will track the appropriate KPIs and production data with relation to each production entity, such as OEE (overall equipment effectiveness) and totals produced. Finally, the MES must report on all production events and associated data in real-time and historically.
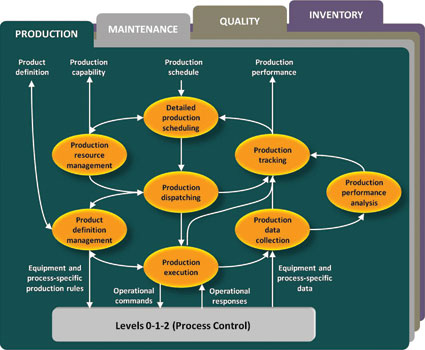
This led to the definition of a model with the increased granularity shown in Figure 2 which shows that MES is responsible for all aspects of production, maintenance, quality and inventory management. So what is left? Tasked with this wide-ranging and awesome responsibility, it is a wonder that manufacturing and mining companies did not scream for MES first rather than the obvious ‘How do I make it? (Scada)’ and ‘How much profit am I making? (ERP)’.
In fact, we could say that if a company can first determine its MES requirements, it could lay the roadmap for its existence by specifying all upstream and downstream information requirements. Add to this a business model which marries production capability with market demands and you have a company that not only knows where it stands but where it is going.
But hindsight always provides 20/20 vision and it is only now that we have come to appreciate the role of MES because most of the fires in the ERP and scada areas have been extinguished.
So, revamping the MES requirements might well have wider and more beneficial repercussions than users originally thought. What is important to remember is that every production facility on the planet, without exception, performs MES functions. If they did not, they would not exist. Whether they are using pencil and paper, spreadsheets or something more sophisticated, they need the facts about production efficiency (including production and maintenance costs as well as product quality), equipment performance and inventory status. And this should all be available in real-time.
MES is one step (and only one step) removed from the real-time world of process control. Its functionality dictates that it has to reach into ERP and scada systems so that it can perform its function of providing information for control over the effectiveness of the enterprise’s wealth-creating machinery. It could be said that, scada is to the physical manufacturing process what MES is to the entire production process and its associated processes (maintenance, quality control and inventory management).
Enterprise manufacturing intelligence
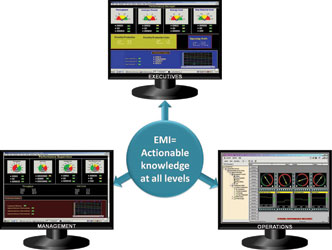
EMI is a term which applies to software used to bring a corporation’s manufacturing-related data together from many sources for the purposes of reporting, analysis, visual summaries and passing data between enterprise-level and plant-floor systems. As data is combined from multiple sources, it can be given a new structure or context that will help users find what they need regardless of where it came from. The primary goal is to turn large amounts of manufacturing data into real knowledge and to drive business results based on that knowledge. (Source: Wikipedia.)
AMR Research has identified five core functions that every enterprise manufacturing intelligence application should have:
* Aggregation: making summarised data available from many sources, most often databases.
* Contextualisation: providing a structure, or model, for the data that will help users find what they need. For example, using a structure such as the ANSI/ISA-95 standard.
* Analysis: enabling users to analyse data across sources and especially across production sites. This often includes the ability for true ad hoc reporting by ‘slicing and dicing’ the data.
* Visualisation: providing tools to create visual summaries of the data to alert decision makers and call attention to the most important information of the moment. A visualisation application is often composed of a summary dashboard from which the user can drill-through to more details in other dashboards or reports.
* Propagation: automating the transfer of data from the plant-floor up to enterprise level systems such as SAP.
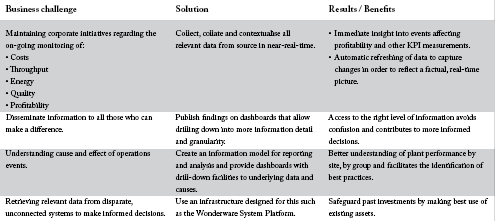
Key business challenges addressed by EMI (specifically Wonderware Intelligence, Wonderware’s EMI solution):
* How well is my plant doing in comparison to our goals? EMI provides a dashboard-view of plant and enterprise data, displaying only the information that users need in order to help make better decisions on plant operations, profitability, resource management, compliancy or other operational issues.
* How is my supply chain performing? EMI provides a holistic view of all supply chain components, allowing users to see materials, orders, labour or other important business measurement, with drill-down capabilities to get to specific data or information.
* How can I make my plant more responsive? EMI provides enterprise-wide integration to disparate data sources, unlocking their value by providing transparency into operations. Users decide on the level of detail, the amount of information presented and the way in which to interact with it. Role-based dashboards allow customised information, with only the important, salient data presented in a highly interactive, visual medium.
* How can I get both a plant-specific and corporate-wide view of my enterprise? EMI provides data structures for rolling up data to corporate data warehouses, or maintain at the plant level. Both real-time and event-driven data can be integrated, providing timely views of performance.
* How can I structure my reporting for more consistent output? EMI provides a data model and persistent data storage in a database for ease in query and dashboard creation, allowing the easy contextualisation (establishing relationships) between disparate data sources for more meaningful reporting of the most meaningful KPIs. Persistent data storage is important because it allows users to configure which data elements will be aggregated/computed in context with other data elements. These aggregates and measurements can be updated when the data sources change to maintain an accurate, timely reflection of the processes and their performance.
* Do I need extensive IT or database experience to implement EMI? Not if you are using Wonderware Intelligence which uses simple control frameworks (System Platform) to create the data model and to build the reporting structure. The best-in-class dashboard builder uses industry-standard methodologies and technology to construct custom views as well as one-click publishing and distribution.
Summary and conclusion
While focusing on improving scada and ERP facilities are always worthwhile ventures, they are only components of a bigger picture. Apart from technological innovation, what ultimately runs a company is information and the knowledge of what to do with that information.
MES helps to synchronise business needs with production reality while keeping tabs on everything that could jeopardise product delivery. As such, it is a non-optional part of any mining or manufacturing company.
EMI collects, collates and disseminates information from disparate and wide-ranging sources to support decision-making at all levels of the (geographically-distributed) organisation. As such, it is the ultimate ‘HMI’ at the corporate level that provides the required degree of insight into the effectiveness of the current wealth-creating machinery.
Do you need both? Does your car need a fuel and engine performance management system (MES) and dashboard (EMI)? Or could you simply do without one of them? Your entire company is a complex wealth-creating machine and as such, it needs monitoring and control at many levels – scada, MES and EMI.
Wonderware MES and Wonderware Intelligence are suites of solutions designed to address all the above issues while also facilitating integration with a host of other functions such as mobile workforce empowerment, corporate energy management, facilities management, enterprise integration and many more.
For more information contact Jaco Markwat, Wonderware Southern Africa, 0861 WONDER, [email protected], www.wonderware.co.za


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version