

In a 2005 study, AMR Research estimated the business benefit of ‘The Perfect Order’ which is an order with no inventory, no work-in-process (WIP), impeccable quality, optimum delivery and immediate payment. In that study, AMR determined that The Perfect Order could result in up to 15% improvements in inventory, 17% improvement in fulfilment, 30% improvement in cash-to-cycle times and 10% reduction in out-of-stock incidents.
Estimates like these are helping manufacturers realise the need to create an integrated environment where people can interact with the automation system, and put that data into context. Realtime contextual data lets users make better, faster decisions by providing plant-wide information in a single format appropriate to the function.
In today's manufacturing-driven organisations, data is often constructed manually, touched and transformed multiple times, and pushed through automation and business products using inconsistent data formats. This typically has yielded huge amounts of data, but little information managers can act on. Coupled with high labour costs, multiple ways to introduce errors and an inability to turn data into useful information, these disappointing results are far from manufacturers' goals of obtaining the right information needed to make better decisions faster.
Unfortunately, data-handling and information-sharing inefficiencies abound: control systems use proprietary data formats. The same labels are used to describe different data, and different labels are used to describe the same data. Control systems lack information-sharing compatibility. Legacy systems often lack the capacity or intelligence to provide useful data. Data needs to be transformed multiple times to work with different systems. Gaps in automation may exist. The list goes on and on.
Some industrial automation suppliers are addressing these inefficiencies by providing standards-compliant technology and services as part of an integrated control and information architecture joining plant-floor and business information. A true integrated architecture cuts out the step-by-step manual transfer of data around the plant floor and into the enterprise. It allows engineers to create information once and share it among machines, production lines, facilities and the enterprise.
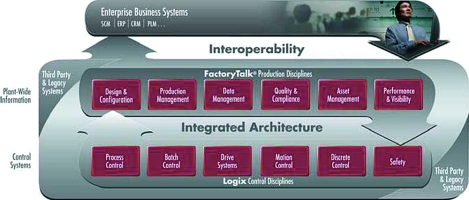
In the Rockwell Automation Integrated Architecture, data is born in a format that seamlessly moves throughout the plant floor and business systems. This significantly reduces the number of errors typically found in traditional multi-touch data transfer methods. The Rockwell Automation Integrated Architecture combines Allen-Bradley Logix control, visualisation, CIP networking, Rockwell Software FactoryTalk software and a host of plantfloor automation devices designed to share information. Each part of the Integrated Architecture is linked through shared communication services and technologies that allow seamless interaction and information flow.
Most controllers force programmers to work with the data in a controller in an unformatted array that is stored in physical memory locations, with names such as '%MW62'. This method requires the programmer to 'decode' the data and write a significant amount of additional code to separate and format it into something meaningful.
More sophisticated systems, however, provide meaningful information automatically. For example, when a control device such as a variable-frequency drive (VFD) is connected over a network to a Logix controller, more than 200 well-defined pieces of information show up ready for use with names such as 'Motor16.Start' or 'Line4.Speed'.
Such information can be easily accessed and recognised directly by Rockwell Automation human-machine interface (HMI) products, or transported directly to corporate databases. From a manufacturing execution system (MES) perspective, this is a major improvement. The information sought by the MES package over the network can use the very same names, eliminating the need to create and maintain name/address look-up tables.
Program documentation also benefits from having memory match the real world. Too often, documentation is created after the fact, making it more time-consuming to create and potentially error-ridden. Now, the user's program becomes self-documenting. The program matches the thought process, and the documentation is part of the program development.
Another benefit of the Rockwell Automation Integrated Architecture is that it makes it easy for both end users and OEMs to implement open standards such as ISA S95 that help provide a common way to handle data and information. This allows the programmer to focus on implementing and benefiting from the S95 methodology, rather than trying to keep track of proprietary addresses and vendor-specific naming conventions.
Valuable information is already abundant at manufacturing facilities. From customer specifications and raw materials to machine data and plant conditions, information is born in many different forms. Without an integrated control architecture, however, millions of lines of custom software inside thousands of computers and gateways are required to move data from machine to machine, area to area, and into the rest of the enterprise.
Consider this not-so-uncommon scenario: a manufacturer uses a control system from one vendor on the receiving side for material handling, uses another vendor's control system for batching, another for processing, and yet another for packaging and material handling on the shipping side. Safety controllers also might be used in potentially hazardous machine control applications throughout the plant. In addition, assume that data must be pulled from every part of the operation to effectively monitor and help make decisions about the process.
Gathering data could be accomplished by requiring plant floor personnel to walk around with clipboards to record data from individual machines and type the data into a business system database. A report then runs overnight, enabling management to look at the report the next morning. The first chance to make changes may be two days after inefficiencies or quality problems begin. This manual method of gathering and disseminating information is time-consuming and prone to errors.
Another common scenario requires moving the data from controller to HMI to temporary database to corporate database - renaming, reformatting and transforming the data at each step to accommodate different control and business system formats. While the data moves faster than the manual method mentioned above, this technique is expensive and very time-consuming to set up, integrate and maintain. Its complexity and cost makes fast changes impractical.
Yet another example is a manufacturer using traditional DCS systems. These mostly proprietary systems are not designed for the management of information. They use a 'store-and-forward' methodology that means machine information from another area is received through a crude interface and pushed into a buffer where it is decoded. If information is first created in the DCS, this information must be encoded as well. For information to flow, the data must be revised on each machine in the system. Again, this is a time-consuming, error-prone and expensive method of information sharing.
Unlike conventional architectures, the Rockwell Automation Integrated Architecture was created for information flow. This enables manufacturers to easily and efficiently share valuable information between equipment and people throughout the enterprise. Further, it provides the flexibility to quickly change the information delivered and received based on a businesses' changing situation.
By using open standards and embedding business system technology into its control platform, Rockwell Automation is enabling OEMs and end users to get the right information to make faster, more well-informed business decisions.
For more information contact Rudolf Van Wyk, Rockwell Automation South Africa & Middle East, +27 (0) 11 654 9700, [email protected]
| Tel: | +27 11 998 1000 |
| Email: | [email protected] |
| www: | www.rockwellautomation.co.za |
| Articles: | More information and articles about Rockwell Automation |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version