

In Part I, the article focused on vibration monitoring; Part II looks at electrical power consumption characteristics and how National Instruments’ LabView and associated hardware, integrated into a scada system, may be used to effectively keep track of machine condition.
Electrical power in condition monitoring
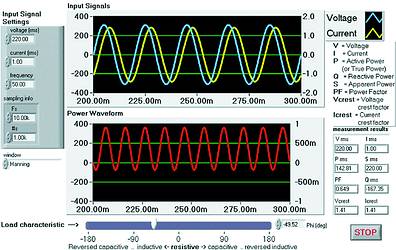
Vibration signals are not the only signal of interest for machine condition monitoring. Other data can further characterise the machine's health. For example, electric motors are driven by electrical power, typically three-phase power. Harmonics from the power source from variable speed drives (VFDs) are transmitted to motor windings that can damage or wear the motor winding insulation. Since electrical motors operate via magnetic fields against rotor bars and motor windings, these electromagnetic bursts of energy show up as vibration in the machine train. An understanding of the electromechanical characteristics of the motor provides the basis for identifying these vibration sources. Again, an increase in vibration from these sources can pinpoint an impending problem with rotor bars or motor windings. Comparing the electromechanical induced vibrations to the harmonic signature of the power source can help to isolate the source of the problem and indicate, for instance, whether the problem is with electronics/wiring or with the motor itself.
Another electrical parameter that is obtained from the current and voltage power sensors is the amount of current consumption. If power consumption increases as normalised with the load applied to the motor, power consumption then becomes an indicator of deteriorating health. Simple trending of current consumption or more detailed power factor trends is possible with LabVIEW.
Temperature is yet another extension for machine health monitoring. Many electrical motors have RTD temperature sensors embedded in the windings. Temperature becomes a significant indicator of motor winding health. Reciprocating compressors or pumps also display component health in the temperature of their cylinder heads. RTDs are often mounted in the cylinder head on reciprocating pumps and compressors. Averaging of temperature data over time provides trends indicating a shift in health.
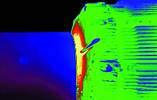
A relatively new measurement for machine temperature is thermography. Thermography uses an infrared camera to digitise temperature across the camera's field of view. Thermography provides a great tool for identifying hot spots on machinery, whether mechanical or electrical. Trends of temperature again show increasing wear due to friction that produces heat. Thermography has the advantage of reducing wiring costs for numerous temperature sensors, and further is a noncontact measurement.
HMI and scada features
The power of the system is the LabVIEW software. LabVIEW and its hardware are able to make vibration, electrical power, temperature, pressure, flow, and imaging measurements - it also has extensive HMI/scada capabilities. These capabilities provide for operator display and connectivity with third-party intelligent devices such as PLCs.
For operator viewing of data and analysis, a traditional HMI/scada display is provided. This display presents the system under monitor and control with a graphical representation of the system or mimic, sensor values are indicated on the appropriate location of the display, and the HMI/scada systems provides many other features. The historical database keeps historical data for many days, weeks, or years as configured. In this manner the operator can view trends of machine parameters over time. The alarm system provides audible, paging, and graphical display of alarms in the event a parameter reaches a warning level or value. The alarm system provides an operator acknowledgement mechanism to acknowledge him or her to take action to correct the situation. An event log stores all operator actions for review and synchronisation with the historical database. The PLC drivers library provides connectivity with most PLC control devices and communications networks. This extensive library ensures that new equipment can be interfaced with the existing HMI/scada system and vice versa. The security system identifies each operator or individual who is logged into the system and allows or denies access to screens and controls appropriately. The client/server architecture of the HMI/scada software allows remote viewing of operator screens and interaction with local screens.
Architecture
National Instruments provides a computing platform with input devices and signal conditioners that adapt to the needs of machine health monitoring. This platform is based on off-the-shelf computing technologies and uses plug-in boards and outboard signal conditioners. The result is a highly flexible measurement and automation platform that adapts to the specific needs of the application. The systems architecture can be as low cost as a common off-the-shelf computer with one data acquisition board connected to conditioned sensors. The system can grow or be configured to use the National Instruments industrial computer, PXI, with several hundred sensor connections and signal conditioners. The system can grow further to employ multiple industrial computers working together on a network. Most sensor types can be included in any of the three levels of the system. In any of these three scenarios, LabVIEW software provides the same analysis and display capabilities, with options for HMI/scada.
In the case of multiple computers working together in a network, or if the requirement for embedded control and processing exists, the LabVIEW software may be embedded in a realtime environment. This scenario uses an extension to LabVIEW entitled, LabVIEW Real-Time.
LabVIEW Real-Time provides many benefits. For example, with several machine health monitoring systems, three programming or software environments are used - one for the machinery health analysis, another for control of the machine, and a third for the HMI/scada. As mentioned earlier, LabVIEW has an optional extension for HMI/scada to provide for operator interface displays. With LabVIEW Real-Time, the LabVIEW environment can be used to control the machine as well. Using one programming tool for all three systems provides the key benefits that one engineering or systems maintenance team can easily work on all three aspects of the system. Further, since all components are developed with the same tools, it is easier to share data between the subsystems. Communications between subsystems is easy with the National Instruments built in TCP/IP communications protocol.
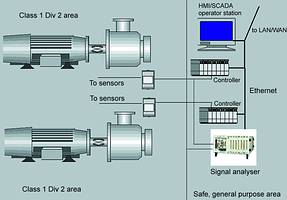
Consider an example system with four pumping stations, each station having two motors and two pumps. Using the full capabilities of National Instruments tools, one would employ two controllers with FieldPoint and LabVIEW Real-Time for control of the motors. To analyse the health related sensors, the PXI controller is used running LabVIEW software. For the HMI, LabVIEW is used with the Datalogging and Supervisory Control Module. Each system component is housed in the safe area of the pumping station. In this manner, costly hazardous area precautions are avoided.
LabVIEW is able to execute data acquisition and data analysis tasks and report data across the network. Basing its capability on TCP/IP networks, the application can report data to web browsers and other LabVIEW applications running on Windows, UNIX, and Macintosh computers. Data may also be remotely viewed with Windows web browsers, or the new LabVIEW client node, LabVIEW Player.
National Instruments brings significant capabilities to the predictive maintenance area of factory and process operations. By taking advantage of personal computer technologies, these capabilities are now available at lower costs than previously possible.
National Instruments
082 877 8530


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version