


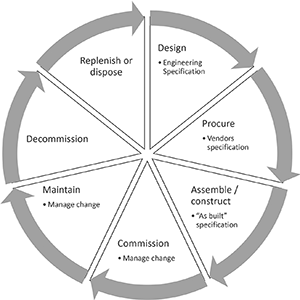
Enterprise Asset Management (EAM) is the process of optimising business value from assets across business units, locations and facilities. EAM is concerned with the total asset lifecycle. This lifecycle typically starts with design and specification and then procurement, installation, commissioning, operation and ultimately replacement or decommissioning. Assets are normally physical (facilities, plant and equipment), but can also refer to any item that has potential value to an organisation.
By properly managing their assets, businesses look to increase the return on investment through better utilisation of assets, reduction of costs (both capital and operating) and by extending the asset life.
A typical asset life cycle is shown in Figure 1. An important aspect is managing change through the design, procurement, assembly, commissioning and operational phases.
Selection and implementation of an EAM system
An EAM system comprises of the software tools and processes that are in place to manage the organisation’s assets. EAM software typically represents a small fraction of the total investment in plant and equipment; yet can have a material effect on decisions affecting overall asset performance and the total cost of maintenance.
It is therefore important that businesses carefully look at the selection, implementation and maintenance of their EAM system. From time to time an EAM system will need to be upgraded and now might be an ideal opportunity to evaluate whether you need to replace a legacy EAM system with one more aligned to the business need.
The business drivers for management of assets with a EAM system include:
• Improved equipment reliability.
• Improved plant availability.
• Improved service levels to customers.
• Minimising working capital (spares).
• Improving overall equipment effectiveness (OEE).
• Improving decisions regarding maintenance and replacement of equipment.
• Improving safety and reducing negative environmental impact.
• Compliance to regulations.
• Reducing waste and loss.
• Reduce maintenance costs.
Maintenance is a big component of an EAM strategy. In a typical chemicals plant, annual maintenance costs range between 5% and 15% of the total installed capital. In these plants maintenance is often the largest cost item in the operating budget (apart from the raw materials used in the process itself).
A poorly selected and poorly implemented maintenance system can be easily recognised. The operation is usually characterised by ad hoc and reactive processes. Decisions are taken on the fly with a short-term perspective. Short term maintenance decisions do not consider the longer-term implications over the total asset life-cycle.
Poor planning or deferring maintenance to meet short term objectives can lead to a growing ‘maintenance debt’. Equipment starts to fail more often. This in turn leads to even more expensive breakdowns. The ripple effect on the rest of the plant, customer service levels and the business can be severe.
Understanding the total impact of a breakdown is crucial in making the decision when to perform maintenance. Remember that preventative maintenance is maintenance done too soon; and reactive maintenance is maintenance done too late.
Finding the optimum time to perform maintenance must consider the item of equipment in its full context i.e. what role does it play in keeping the overall process running and when is the next window of opportunity to shut down?
Optimised maintenance practices
To make a good decision on when to schedule maintenance requires reliable data, good process modelling and an understanding of the overall business impact of failure. Maintenance systems have existed for many years, but it is only recently that advanced analytic techniques have evolved to properly utilise the vast amounts of data collected through sensors in the field and the digitisation of business processes. This analysis enables the business to get much better insights into the optimum time to perform maintenance.
With the growing adoption of Industry 4.0, cloud based software, predictive analytics and the Industrial Internet of Things (IIoT), there are many new ways to optimise maintenance practices.
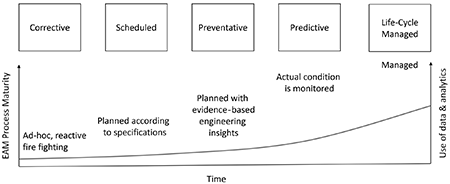
Figure 2 shows the different types of maintenance in terms of the maturity of the overall asset management process. The more mature the EAM process, the more the need for proper engineering insights, supporting data and analytical tools. Generally a company will endeavour to mature over time to a managed state.
As mentioned above, every company should re-evaluate the effectiveness of its EAM system from time to time. I would suggest that EAM systems should be critically evaluated by the business every three years, preferably by independent experienced experts.
Many businesses prefer outsourcing of ownership and maintenance of equipment (where for example equipment is rented and serviced by a vendor who guarantees a certain performance or service level). These external parties will also need to be an integral part of your asset management strategy. Vendors who lease equipment to you also need to be part of your systems to be able to coordinate, optimise and execute an overall maintenance strategy more effectively.
EAM vendor selection
When selecting an EAM system there are several important considerations to consider. You can adopt an integrated approach (using an ERP system); or you can implement a ‘best-in-class’ EAM system and integrate this to your ERP system. Also, you might want to procure the EAM system from an established global software vendor, or you might prefer to work with a smaller niche player who really understands your local industry and your business.
In practice, I have found that the maintenance module of a typical integrated ERP system is often unsuited for what is really needed and certainly not written for the typical end user. As a result, user adoption is poor. Maintenance personnel will find work-arounds if the system is cumbersome or unwieldy. They will start using customised spreadsheets and ‘little black books’ to avoid the main system. I have even seen clerical staff employed full time to capture the data from little black books back to the main system. In this situation, you might want to consider implementing a best-in-class EAM solution that is designed by engineers who understand the needs of end users; and who know how planned maintenance systems are used in practice. You should avoid systems designed by accountants that are designed around financial controls and the asset register; and to which is bolted on some superficial ‘maintenance’ feature set.
If you implement a third-party ‘best-in-class’ EAM solution you will of course need to consider integration with your other business processes such as procurement and spares inventory etc. In practice these points of integration are quite manageable and work well. In any event, you will also need to consider several other important integrations. These include (for example):
• Plant scheduling.
• MES.
• IoT devices.
• Access control systems.
• Plant safety systems.
Typical EAM system functionality
Most EAM systems have evolved over many years and therefore tend to share the same core functionality. There will be certain elements that might be particularly important to your business that need to be considered and these are worth paying attention to. A typical EAM system will have at least the following capabilities:
• Design and engineering information.
• Planned/scheduled maintenance.
• Isolation, permit, lock out and safety management.
• Ability to alert on events such as imminent failure, or escalate overdue work.
• Predict breakdowns based on monitoring.
• Management of change processes.
• Spares management (including procurement, stock, consumables, warranty information etc.).
• Handling of shared/outsourced/leased equipment owned by third parties.
• Work order management.
• Work requests and simple case management.
• Field observations.
• Third-party outsourced maintenance.
• Quality of service (rating of own and third-party service providers).
• Cost allocation and reporting.
• Equipment register organised in hierarchies down to component level where applicable.
• Integrated to shut down / project management system.
What else makes a good EAM system?
As mentioned, selecting a good EAM system properly is worth the effort to make sure you realise the benefits. Some other factors to consider are listed below:
• The system must be simple to use and user friendly. After all it is used by maintenance personnel who don’t sit behind a desk all day. The user interface needs to be easy to understand and should not require extensive training.
• The system needs to store the necessary engineering information for each asset such as specifications, vendor information, standard procedures, a history of prior maintenance, approved changes, safety information, warranty information and so on.
• The system must have industry-specific functionality for your business. For example, in the chemicals industry shutdowns are not always trivial, they usually involve significant downtime across the whole plant. Shutdowns therefore require detailed project planning and execution. On the other hand, in a batch process such as a brewery, shutdowns usually happen in sections of the plant according to predetermined schedules. These windows of opportunity can be used for preventative maintenance work.
• The system vendor should convincingly demonstrate that they are evolving with latest industry trends such as IIoT, Industrie 4.0, predictive analytics, cloud/SaaS etc. The vendor will have a process of gathering new user requirements from their customer base and be able to present a roadmap showing when they plan to incorporate these requirements into future versions.
• The system will be proven in the environment in which your plant or factory operates. Local support should be good. (By the way, ‘support’ does not mean a local sales office). System localisation should also be easy, including configuring the system to meet local regulations and if necessary, different languages.
• The system should accommodate both the core manufacturing processes, as well as all the supporting facilities across all the sites. In practice this means that you should be able to use one system for managing maintenance whether it is an office air conditioner, a vehicle for the road, or a complex production unit in the factory.
To conclude, there are many other considerations for selecting and implementing a good EAM system. It should now be apparent that a proper EAM system will have a profound impact on the degree to which a business can realise a return on its assets. Over time the existing CMMS (computer maintenance management system) will need to be assessed and possibly replaced. I do recommend a critical evaluation of your maintenance systems and processes every three years to ensure that you are moving forward in your management of assets, and that the supporting IT systems continue to add the value that they should in the business.
Gavin Halse

Gavin Halse is a chemical process engineer who has been involved in the manufacturing sector since mid-1980. He founded a software business in 1999 which grew to develop specialised applications for mining, energy and process manufacturing in several countries. Gavin is most
interested in the effective use of IT in industrial environments and now consults part time to
manufacturing and software companies around the effective use of IT to achieve business results.
For more information contact Gavin Halse, Absolute Perspectives, +27 (0)83 274 7180, [email protected], www.absoluteperspectives.com


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version