The reason Conet is considered by many in the industry to be the most cost-effective data collection network available is its ability to operate on very low-cost cabling (any grade of a 2-core cable) which is often already available onsite as a free pair in a multi-core cable. In many instances Conet has proved to be the difference between projects going ahead or not, as the costs associated with recabling, digging of trenches to lay new cables and scaffolding for cable trays can be staggeringly expensive and disruptive. The ability to utilise spare cores in existing cables means that networks can be installed around buildings and across sites by inter-connecting these spare cores to form a single or multi-network solution very cost-effectively.
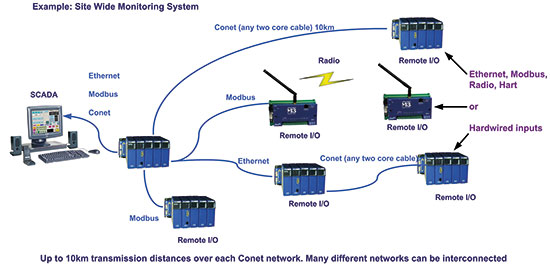
Omniflex’s range of multiplexing I/O products, such as the Maxiflex system and Teleterm RTUs, all support Conet, Modbus, Ethernet and radio comms, enabling all types of data to be cost-effectively transmitted around sites and monitored from virtually anywhere. Other features include:
• Up to 10 km transmission distance over one Conet network.
• Integration with other networks such as Modbus RS-485, Ethernet and radio.
• Unlimited number of Conet networks can be interconnected.
• Very high system reliability.
• Very high noise immunity.
• CRC plus automatic error detection.
• DCS and scada remote I/O.
• Data acquisition.
• Critical event monitoring.
For more information contact Ian Loudon, Omniflex Remote Monitoring Specialists, +27 (0)31 207 7466, [email protected], www.omniflex.com
Remote I/O modules provide flexible options for distributed applications
Fieldbus & Industrial Networking
Dinkle International is now stocking the iO-GRID NEMO industrial-grade remote input/output modules, offering support for five leading industrial Ethernet protocols and a range of discrete channel configurations for distributed automation applications.
Read more...Preserving a French heritage landmark Omniflex Remote Monitoring Specialists
Maintenance, Test & Measurement, Calibration
Omniflex supplied a remotely monitored impressed current cathodic protection system for the Perret Tower in Grenoble, a protected French heritage site, combining 24/7 corrosion protection with integrated surge protection against lightning strikes.
Read more...Daudin expands fieldbus modular remote I/O series
Fieldbus & Industrial Networking
: The Dinkle iO-GRID X modular remote I/O family is now available, offering fieldbus coupler modules for major industrial Ethernet protocols, and over 20 types of I/O modules to help integrators and equipment builders create flexible, efficient control systems.
Read more...Lessons in long-distance telemetry Omniflex Remote Monitoring Specialists
Industrial Wireless Data Acquisition & Telemetry
Key engineering lessons from decades of deploying wireless telemetry systems in demanding industrial applications, covering network management, power constraints, physical challenges and the value of open, simplified architectures.
Read more...Siemens and HighByte partner to scale industrial AI Siemens South Africa
IT in Manufacturing Fieldbus & Industrial Networking
Siemens is expanding its Industrial Edge ecosystem through a partnership with HighByte, enabling customers to connect, contextualise and transform data from operational technology and information technology sources to build AI models and applications at scale.
Read more...Automotive Ethernet media converter
Fieldbus & Industrial Networking
HMS Networks has introduced its first automotive ethernet product under the PEAK brand. The PAE-Media Converter is a compact device designed to connect automotive Ethernet (100BASE-T1 or 1000BASE-T1) with standard Ethernet (100BASE-TX or 1000BASE-T) networks.
Read more...3D electrical systems design workflow for electromechanical innovation Siemens South Africa
Fieldbus & Industrial Networking IT in Manufacturing
Siemens has announced new 3D electrical design capabilities within its Capital software, enabling electrical and mechanical engineers to work concurrently in a shared 3D environment to reduce late-stage design changes and accelerate time to market for complex electromechanical products.
Read more...Long-distance signal delivery is critical to rail safety Omniflex Remote Monitoring Specialists
Fieldbus & Industrial Networking
A remote monitoring specialist explains why fibre optic technology is increasingly replacing copper cabling in safety-critical railway signalling systems.
Read more...Building efficiency into cement production with SCADA and IIoT Adroit Technologies
Fieldbus & Industrial Networking
For decades, Adroit Technologies has worked alongside leading cement producers, helping them gain greater visibility into their operations through advanced SCADA and IIoT solutions.
While every effort has been made to ensure the accuracy of the information contained herein, the publisher and its agents cannot be held responsible for any errors contained, or any loss incurred as a result. Articles published do not necessarily reflect the views of the publishers. The editor reserves the right to alter or cut copy. Articles submitted are deemed to have been cleared for publication. Advertisements and company contact details are published as provided by the advertiser. Technews Publishing (Pty) Ltd cannot be held responsible for the accuracy or veracity of supplied material.




 printer friendly version
printer friendly version