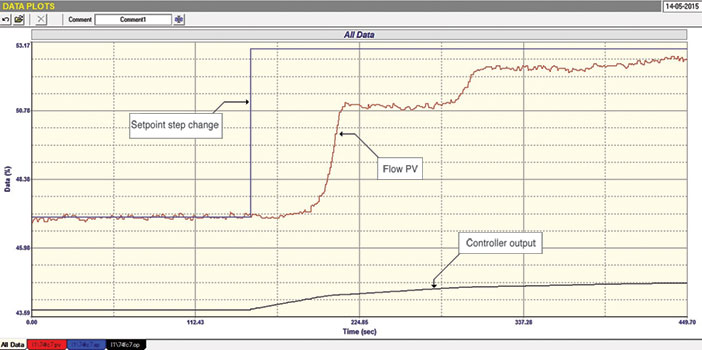
The first example is that of a flow control loop on a liquid flow. Figure 1 shows a closed loop test with a step change of setpoint.
Figure 1.
Three problems immediately stand out:
1. The tuning is terribly slow.
2. The valve is sticking badly. It takes a long time to move then sticks several more times as it opens.
3. The valve is probably extremely oversized which can be seen by the huge step in PV as compared with small step in the controller output.
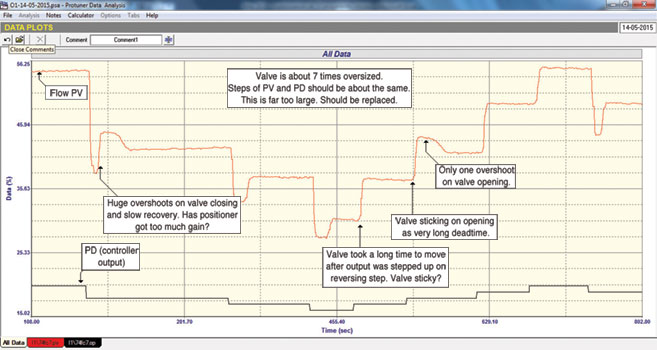
Figure 2 shows the open loop stepping test. This confirms deductions 2 and 3 made from the closed loop test. In particular it shows that the valve is at least 7 times oversized. In addition another extremely serious problem has been uncovered, namely that the valve overshoots really badly, particularly in the closing direction, and the positioner takes an extremely long period to correct the overshoot. These factors make good control almost impossible.
Figure 2.
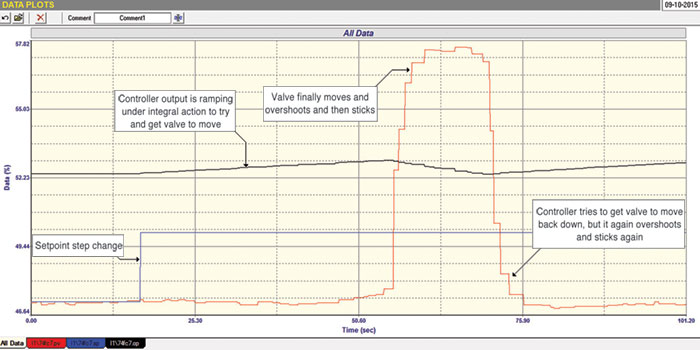
This is confirmed in Figure 3 which is closed loop and shows a setpoint step change made with much better tuning, which was kept as slow as possible to try and overcome the problems of sticking and overshoot. However, it did not help as the valve stuck and then hugely overshot. The controller tried to bring it back, but the same thing happened in reverse and the valve is now in what could be described as a terribly slow stick-slip cycle.
Figure 3.
Problems on a pressure control loop
The second example is an interesting pressure control loop. The operators were always complaining about this loop, which they had to try and control in manual as it did not control in automatic.
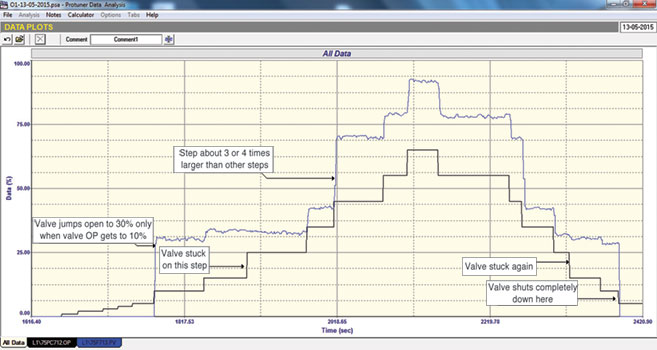
A closed loop test with the existing tuning parameters was tried, but nothing seemed to happen when a setpoint step change was made. Very fortunately there was a flowmeter in series with the valve, which allowed us to examine the valve performance. The open loop stepping test showing the flow versus the controller output is shown in Figure 4.
Figure 4.
The following extremely serious valve problems were revealed:
1. There is no valve movement until the controller output gets above 30%.
2. The valve is very sticky.
3. When making the same size steps on the controller output the valve response is very erratic and non-repeatable with big movements in some places, and small in others. At times it didn’t move at all. This makes any reasonable control impossible.
However, further testing of the actual pressure loop showed it to have extremely slow dynamics, and in fact crude but reasonable pressure control was obtained, by running the loop with “ON/OFF” control, that is with the valve either fully open or closed. This is equivalent to controlling the temperature in a bath, as opposed to “throttling” control when controlling the temperature of a shower.
Michael Brown is a specialist in control loop optimisation with many years of experience in process control instrumentation. His main activities are consulting, and teaching practical control loop analysis and optimisation. He gives training courses which can be held in clients’ plants, where students can have the added benefit of practising on live loops. His work takes him to plants all over South Africa and also to other countries. He can be contacted at Michael Brown Control Engineering cc, +27 (0)82 440 7790, [email protected], www.controlloop.co.za
Loop signature Part 2-5: Interactive control systems Michael Brown Control Engineering
Fieldbus & Industrial Networking
Feedforward control was explained in the previous loop signature articles. One of the examples used was feedforward control of load changes on a heat exchanger when variations occurred in the flow of the process fluid through the exchanger.
Read more...Motion control for flight simulators Beckhoff Automation
Editor's Choice Motion Control & Drives
Turkish specialist, SANLAB is a leader in motion platforms and simulation technologies. At the heart of these platforms are application-specific servo drives, servomotors and industrial PCs for real-time control, which are supplied by Beckhoff.
Read more...Conductivity sensing as a cornerstone of South Africa’s water smart industry ifm - South Africa
Editor's Choice Sensors & Transducers
South Africa’s engineers operate at the intersection of resource constraint and industrial ambition. Few parameters illustrate this balancing act as clearly as water quality. Whether in municipal treatment works, food and beverage plants or mining operations, the ability to measure water quality accurately and continuously has become non-negotiable.
Read more...Jendamark catalyst shrinking technology leverages SEW-EURODRIVE precision SEW-EURODRIVE
Editor's Choice Motion Control & Drives
[Sponsored] Innovative technology for shrinking catalytic converters, designed and built in South Africa by Jendamark Automation for the global market, relies on the precision of SEW-EURODRIVE’s highly dynamic servo-geared units and software.
Read more...How to size and select a servo motor Festo South Africa
Editor's Choice Motion Control & Drives
Festo highlights some factors to consider in the process of sizing and selecting a servo motor effectively to ensure optimal performance, reliability and energy efficiency.
Read more...Dynamic control of industrial solar plants and energy storage systems Beckhoff Automation
Editor's Choice Electrical Power & Protection
Spanish Group, Power Electronics has demonstrated its comprehensive expertise in sustainable energy supply in over 3000 solar and energy storage projects with a total installed capacity of 120 GW. To control its modular systems, the company relies on open, high-performance Beckhoff control technology.
Read more...Loop signature Part 2-4: Feedforward Control: Part 3 Michael Brown Control Engineering
Editor's Choice Fieldbus & Industrial Networking
In the previous articles in this series, the basic theory behind feedforward control was discussed, and it was also shown how to apply feedforward in practice. In this article, it will be shown how well feedforward can work in practice by giving a couple of examples.
Read more...Reinventing grain silo management VEGA Controls SA
Editor's Choice
The VEGAPULS 6X radar sensor is designed for continuous level measurement to help overcome the challenges faced by storage in grain silos.
While every effort has been made to ensure the accuracy of the information contained herein, the publisher and its agents cannot be held responsible for any errors contained, or any loss incurred as a result. Articles published do not necessarily reflect the views of the publishers. The editor reserves the right to alter or cut copy. Articles submitted are deemed to have been cleared for publication. Advertisements and company contact details are published as provided by the advertiser. Technews Publishing (Pty) Ltd cannot be held responsible for the accuracy or veracity of supplied material.





 printer friendly version
printer friendly version