Energy costs eating into bottom line? Add IoT
Technews Industry Guide: Industrial Internet of Things 2017
IT in Manufacturing
Double digit increases in the cost of electricity since 2006 have eaten into corporate and industry profitability and was listed by Business Times as a contributing factor in the decline in business confidence in 2016.
Using the Internet of Things (IoT) technology can deliver efficiencies and cost savings that can, to a large degree, offset the profit-eroding impact of continued price escalation.
“In the wake of rapid price increases companies have initiated a number of projects to improve energy efficiencies with some success. Implementing an IoT strategy can be the differentiator,” says André Strauss, director of partnerships at Pretoria-based technology company IoT.nxt.
“Some executives are hesitant to introduce IoT solutions because of the perceived cost of additional capital expenditure. This is not required. The implementation of IoT strategies gives companies crucial insight into power usage, which allows them to manage their tariff range in real time. Having insight and control over their tariff range thresholds and consumption, turns this profit-drain into informed decisions with real-time benefits,” he adds.
The website European Energy Innovation reported late last year that the IoT can bring significant benefits for energy efficiency. “At the level of the production of energy, smart grid sensors can improve utility operations and performance by better monitoring the energy network, so that resources are allocated more precisely and closer to the actual demand needs, avoiding energy waste. At the level of consumption, smart meters can provide a wealth of information to help minimise energy costs, e.g. through fully automated billing based on time of use or network status, or enabling meter-to-appliance communications to help consumers change their behaviour to reduce their costs,” according to a report on the site by Mário Campolargo, director for the Net Futures department of the European Commission.
Strauss lists seven benefits of energy consumption and monitoring:
• Information gathered provides a 360 degree view of where energy is lost, misused or even stolen.
• Energy load and disturbance management to detect problems before they happen.
• It creates organisational awareness about energy management.
• Facility managers can use the information to optimise energy without wasting spend.
• Information about energy utilisation over a period of time proves valuable insight for an alternative energy strategy.
• Effective carbon footprint management to conserve energy as well as the environment.
• Cost reduction so companies can save money and energy.
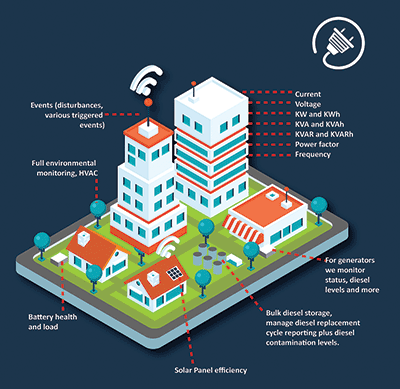
“The IoT.nxt Raptor edge gateway integrates monitoring capability to monitor far more than the traditional elements of energy processes and assets. This allows a company to monitor every variable in its operational chain, providing a comprehensive real-time, situational context of every element in its energy landscape. The Raptor was designed with interoperability in mind,” explains Strauss.
IoT.nxt is in the final stages of developing this application for a large regional shopping mall in Gauteng, where energy charges are a key cost factor. “Lighting and air conditioning contribute the biggest percentage of the total energy cost at this mall. Once installed our solution will bring costs down significantly,” he adds.
At large manufacturing plants, mining, utilities management by cities, and several other industries, the energy efficiency solution could be integrated into a larger IoT project where different elements are managed better through real-time monitoring, delivering even greater costs savings.
For more information contact Daleen van Wyk, IoT.nxt, +27 (0)83 302 0827, [email protected], www.iotnxt.com
Further reading:
Overcoming the bottling industry’s fragmented visibility
Schneider Electric South Africa
IT in Manufacturing Electrical Power & Protection
Beverage bottling facilities are among manufacturing’s most energy-intensive environments, yet many still operate without granular insight into where that energy goes. Rezolia Muller-Potluri of Schneider Electric explains how tiered metering architecture and advanced
Read more...
Advancing intelligent apparel manufacturing with industrial AI and humanoid robotics
IT in Manufacturing
Jack Technology, a global maker of industrial sewing equipment, has chosen Siemens software and engineering tools to bring artificial intelligence and humanoid robots into apparel production, aiming to shorten development cycles and lift manufacturing efficiency.
Read more...
New chiller line for high-density AI data centres
Schneider Electric South Africa
IT in Manufacturing
Schneider Electric has launched the Uniflair XCA, a new series of air-cooled and free-cooling chillers designed for artificial intelligence-driven, high-density liquid-cooled data centres.
Read more...
Turning system integrators into trusted technology partners
Schneider Electric South Africa
IT in Manufacturing System Integration & Control Systems Design
Schneider Electric’s Alliance Partner Programme is repositioning system integrators from hardware suppliers into lifecycle-value partners. Oriel Soupen explains the competency framework, certification model and real-world results that are already helping African system integrators win higher-value, longer-term engagements.
Read more...
Why renewable projects need integrated protection and control
IT in Manufacturing
Fragmented secondary plant integration in renewable energy projects causes costly delays during commissioning. ACTOM Protection and Control’s Secondary Plant Integration solution consolidates all secondary systems under a single engineering framework, reducing risk and accelerating grid
Read more...
When digital twins move from concept to critical tool
IT in Manufacturing System Integration & Control Systems Design Maintenance, Test & Measurement, Calibration
Digital twins are moving out of the lab and onto the mine, the factory floor and the transport network where they predict failures before they happen. Amritesh Anand looks at where they earn their keep, the data and integration work behind them, and the security questions every organisation should ask before switching one on.
Read more...
How a digital foundation can overcome the LNG trilemma
Schneider Electric South Africa
IT in Manufacturing SCADA/HMI
The LNG sector is racing to add capacity, but without a digital backbone, growth creates complexity rather than capability. Christophe Begat of Schneider Electric explains how connecting data, systems and analytics across the LNG value chain can resolve the trilemma of secure supply, lower emissions and tighter costs.
Read more...
Decarbonisation is reshaping mining strategy in Africa
Schneider Electric South Africa
IT in Manufacturing Electrical Power & Protection
Mining companies across Africa are embedding decarbonisation into operational strategy, driven by investor, regulatory and customer pressure to reduce emissions while improving resilience.
Read more...
Siemens and HighByte partner to scale industrial AI
Siemens South Africa
IT in Manufacturing Fieldbus & Industrial Networking
Siemens is expanding its Industrial Edge ecosystem through a partnership with HighByte, enabling customers to connect, contextualise and transform data from operational technology and information technology sources to build AI models and applications at scale.
Read more...
Africa on the edge of a digital future
Schneider Electric South Africa
IT in Manufacturing
Edge computing promises lower latency, stronger reliability and real-time responsiveness across Africa, yet its rollout keeps colliding with one stubborn obstacle, power. Steven Santini explores how renewable microgrids, smart energy management and the right partnerships could turn the continent’s energy gap into its biggest edge opportunity.
Read more...




 printer friendly version
printer friendly version