


End-user details
Name: Details withheld at reviewer request.
SI details
Name: Ulrich Brahim
Designation: Director
Company: Process Control and Integration
Phone: +27 (0)11 462 1100
E-mail: [email protected]
Product details
Product name and version: FactoryTalk View SE v6.1
Vendor: Rockwell Automation
Phone: +27 (0)11 654 9700
E-mail: [email protected]
URL: www.rockwellautomation.com
Application details
Location: Richards Bay, South Africa
Industry: Chemical
Application: Storage and logistics
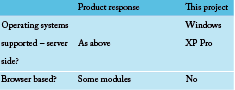
Server OS: Windows XP Pro
Client OS: Windows XP Pro
Application statistics
Tag count: 3850
Updates per day: 21 168 000
Front ends: 5700 DIO 2650 AIO across 2 * ControlLogix 1756-L63 controllers
Licences: 6 * FactoryTalk View Full Clients; 2 * FactoryTalk View SE Server Redundant System with 100 display licences’ 1 * RSView Studio for RSView Enterprise
End-user responses
General
Q: Briefly describe the application including information on any pre-existing control system.
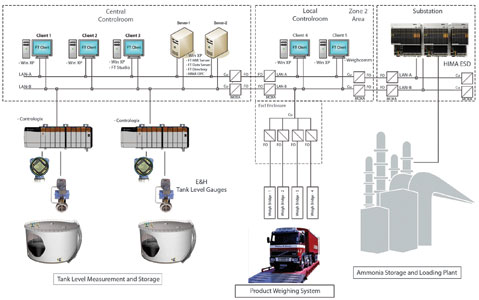
The scada implementation oversees ship loading, storage and rail loading of ammonia and replaces an earlier Rockwell Automation RSView32 system.
Q: What was the primary motivation for the project?
There was a plant capacity upgrade that required upgrades to the control system, scada system, related hardware and network infrastructure.
Q: What were the main goals established for the project?
1. Upgrade existing plant, including equipment and instrumentation to achieve greater ammonia handling capacity.
2. Upgrade the control system as required by the new plant infrastructure and newer Microsoft operating systems.
3. Alleviate network related system failures.
Licensing, maintenance & support
Q: What upgrade agreements are in place for this application?
None at the moment.
Q: How is the after-sales support handled on this particular application?
Support is handled through the SI.
System architecture
Q: Is the scada system integrated onto an intranet or the Internet? If so, what level of remote monitoring and control is configured?
The scada is configured on an intranet and has multiple remote clients with full remote control.
Q: Do you run the scada in conjunction with any third-party application software (Other than MES)?
The system runs in conjunction with an OPC-based Endress+Hauser Tank Level Measurement system and also communicates with an emergency shutdown system (ESD) via a HIMA OPC server.
Management reporting and integration
Q: Does the application include data archiving/historian capabilities with an historical data reporting system?
Yes. The FactoryTalk application incorporates MS SQL Express for historic data archiving and reporting. Alarms and events are logged via ODBC to the MS SQL database using a SQL connector.
Q: Is the system integrated with an MES/ERP or other management reporting or control system? (e.g. Baan, SAP, SYSPRO…)
No. This is planned for the future.
Q: Have any production benchmarking tools been configured as part of the scada system?
No.
Q: Has any asset management functionality been configured in the application (for software assets, control system assets or for plant assets)?
No.
Q: Are you currently using tablet PCs or mobile phones to interact with the scada system?
No.
End-user conclusion
Q: In the procurement decision making process was the Total Cost of Ownership (TCO) considered? If so, what were the primary TCO considerations that influenced the product selection?
N/A.
Q: What was the predominant feature (or features) that made you decide to purchase this scada product over all others for this application?
The FactoryTalk View SE platform is a network-based system that allows many clients to view and control the plant. The integration to other systems is effortless and therefore decreased engineering time and costs.
Q: What single feature most impresses you about the product now that it is in operation?
The ease of integration with other systems.
Q: What impresses you most about the architecture?
The network-centric design and the ability to integrate to third-party systems via OPC.
SI Responses
Project details
Q: Approximately how many man-hours did the scada configuration take?
160 man-hours.
Q: What human factors were taken into consideration in the HMI design process?
N/A.
Q: For the graphics development process did you use standard library images, or did you have to draw images from scratch?
The standard libraries were used in most cases. Global Objects were created for frequently used items such as pumps.
Q: How would you describe the library of graphic images?
With the FT expanded library, the graphic images cover a wide variety of industries and applications. The new version makes possible more refined graphics.
Q: Did you use any ‘special’ images (e.g. photographs, 3D images, specialised dashboards, etc.)?
Yes. For company logos.
Q: Did you use any video or multimedia technology used in the application?
No.
Q: What alarm management standards or best practices were adopted in configuring the scada system?
Alarm design and implementation was handled as follows:
1. Develop an alarm philosophy.
2. Identify alarms and rationalise requirements.
3. Define alarm classes, design requirements and priority assignments.
4. Define alarm monitoring requirements and required rules.
5. Change management and training.
Q: What structured processes were followed to determine expected performance under full load, and during abnormal failure conditions?
Redundancy tests were carried out on all hardware, including network infrastructure. This included shutting down the primary scada server, network equipment, OPC DB, primary controller and verifying that in all eventualities the system remained ‘live’ and clients were still able to monitor and control the plant.
Q: What are the key physical communication layers and communication protocols employed in the system?
Ethernet TCP/IP communication was used over fibre and copper media and in conjunction with suitable Zone 2 Ethernet hardware.
Q: What levels of redundancy are incor-porated in this scada application?
The FactoryTalk View SE servers are a redundant pair, which means that the Alarms and Events database is also redundant. The network switches, FactoryTalk client workstations and ControlLogix controllers are also redundant.
Q: What specific custom code or scada scripts were written for this project?
None.
Security and data protection
Q: How have authentication, authorisation and role management been configured?
The system was configured as a Windows Workgroup and FactoryTalk users and groups (Administrators, Engineers and Operators) were created.
Q: Does the design make provision for a DMZ and firewall segregation of process (scada) network and business networks.
The scada system has a separate control network which physically resides on the company’s administrative network, but has been separated by a different VLAN configuration.
Q: What intrusion detection has been incorporated on the plant network(s) on which this scada system exists?
The client has standardised on Symantec for the protection.
Q: What configuration back-up and data archive backup methodologies have been adopted?
At this stage the system uses a manual backup system.
Q: Did you use any integrated or third-party configuration control system for the scada configuration during the engineering of this application?
N/A.
SI conclusion
Q: How would you rate the ease of use of the historical reporting system?
This system was not used.
Q: What impresses you the most about the engineering/configuration aspects of the product now that it is in operation?
The system migration utilities such as the Legacy Tag Database conversion tool made the upgrade much easier than anticipated. The improved object library reduced the engineering hours required.
Q: What impresses you most about the architecture?
The FactoryTalk Integrated Architecture concept works extremely effectively in this application and allows seamless integration to controllers and devices.
Vendor responses
Product
Q: Vendor comments on product/modules?
The current version of FactoryTalk View SE Server and Client is version 6.1 and this is what was installed on site.
The product gives site-level visualisation, and is available in 15, 25, 100, 250 and unlimited display licences. The solution is scalable from a station to distributed applications. It supports redundant alarm, data and HMI servers.
The flexible architecture includes:
* FactoryTalk View Studio – configuration software for developing and testing HMI applications.
* FactoryTalk View Site Edition Server – an HMI server that stores such project com-ponents as graphic displays and tags and serves these components to clients.
* FactoryTalk View Site Edition Client – client software for viewing and interacting with site level applications developed using FactoryTalk View Studio.
* FactoryTalk View Site Edition Station – a standalone HMI solution that packages a Server and Client for use on a single computer.
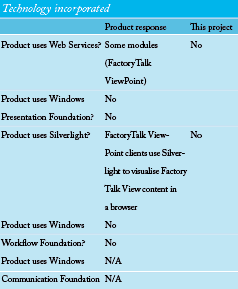
* FactoryTalk ViewPoint – an HMI add-on thatextends access for both FactoryTalk View Mach-ine Edition and Site Edition to a web browser.
Operating systems/VMware
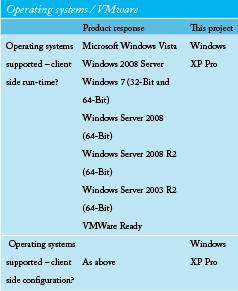
Q: Vendor comments on operating systems
The FactoryTalk ViewPoint add-on extends access for both FactoryTalk View Machine Edition and Site Edition to web browsers (Internet Explorer, Mozilla Firefox).
Licensing, maintenance & support model
Q: What sort of licensing agreement options are offered?
Each package (separate catalogue number) has a separate licence. The client purchases only the licences that he requires.
Q: Are licences sold outright or subject to periodic (e.g. annual) renewal?
The first licence is an outright purchase.
Q: What upgrade agreements are offered?
When a customer purchases software, he is entitled to a year’s free updates. Thereafter he needs to have a support contract to enable him to access product updates.
Q: What after-sales offerings iro support and maintenance are available, and which technologies are used to deliver them?
TechConnect has three main components: a software maintenance agreement, real-time 24/7/365 telephone support and comprehensive online support.
Technology incorporated
Management reporting and integration
Q: What native historical data reporting options are available?
The scada package incorporates basic data logging. Data Log is a FactoryTalk View component that collects and stores tag values. Logged data can be stored in an internal file set or an ODBC-compliant database and can be displayed in trends, archived for future use, or analysed using any ODBC-compatible reporting software, such as Microsoft Excel, Business Objects Crystal Reports, or FT VantagePoint.
Q: What product specific interface does the product have iro well-known MES packages?
Using the FactoryTalk Platform with products such as FactoryTalk VantagePoint EMI with its connectors to MS SQL, ORACLE, OLE DB and ODBC, SAP R3 and NetWeaver the scada can be integrated into an MES environment.
PLC configuration and programming
Q: What capabilities does the scada offer in terms of generation and/or management of PLC configuration files or PLC application code?
None. There is a separate piece of software, FactoryTalk AssetCentre, which performs asset management for the control software.
Security and data protection
Q: What authentication, authorisation and role management models are available for the runtime environment?
The FactoryTalk Services Platform provides centralised security services, fully integrated into FactoryTalk Directory, and managed by FactoryTalk Security. The FactoryTalk Security incorporates features customised specifically for the needs of automation systems, controls user access to applications and devices and provides user authentication and authorisation.
Unique selling proposition (USP)
Q: List the top five feature/benefit pairs that contribute to this product’s USP.
* Scalable architecture – Supports applications from a single station HMI to a Multi-Client/Multi-Server System.
* Optimised plant communication – Reduces engineering by directly accessing tag information in the controller and eliminating the need to create HMI tags.
* Centralised security across the system – Provides security features over and above the OS and customised for the needs of automation systems.
* Reusable global objects – Simplifies and speeds up development.
* Remote, multi-user configuration capability – Applications can be configured and a running system edited from anywhere on the network.
| Tel: | +27 11 998 1000 |
| Email: | [email protected] |
| www: | www.rockwellautomation.co.za |
| Articles: | More information and articles about Rockwell Automation |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version