

A comment on one of my on-line posts was that the post focused too much on data, did not question if the correct measures are used and glossed over the fact that there is a load of information at the shop floor known as ‘tribal knowledge’ that is important. This statement is undoubtedly true and I have had first-hand experience regarding the value of tribal knowledge. In another post, a person was offended as an operator that I stated that an HMI can lead to incorrect actions or decisions by operators, as it implies that as an operator he doesn’t know his plant. This person undoubtedly knows his plant and would make ‘good’ decisions. The quality of the good decisions however will depend greatly on the bias introduced by tribal knowledge and the scientific basis of said related tribal knowledge.
Human factor
Both comments above illustrate that people are emotionally engaged in their jobs. They want to make good decisions and achieve the required plant performance. They want to master the process to such an extent that they can operate the plant autonomously and even train their co-workers or replacements. At the same time, companies just love it when their employees are emotionally engaged as the employee will go the extra mile to help the company perform well. This is not a bad thing. Being emotionally engaged is good for the company as it improves productivity and it is good for the employee as it leads to job satisfaction.
The other side of the coin for good employee or operator performance and action is intellectual engagement. For an operator to be intellectually engaged (s)he needs an appreciation for the complexity and interactions within the process under his control and understand the purpose and consequences of his actions on the process. For best performance, emotional and intellectual engagement needs to be aligned. Monotonous action without understanding the purpose or reason is not emotionally engaging and can easily lead to mistakes or neglect, while enthusiastic decisions and actions can be taken without realising the detrimental effect on the organisation.
It is interesting to note that a lack of understanding does not stop people from making decisions and taking action. As humans, when we wake up in the morning, we don’t know with any amount of certainty what is going to happen to us during the day or if we are still going to be alive at the end of the day. This does not prevent us from getting out of bed. As humans we try to control what we can. We make the best decision we can given the information we have at hand. We take the actions we believe will be best for us. Sometimes, we wait and see.
A lot of our decisions are based on prior experience and not necessarily on detailed domain knowledge. If something worked before, humans tend to repeat the action given the same situation. They will keep on repeating the action even if they do not understand why they get the results they do. Operators will teach their subordinates or replacements the same actions, without batting an eyelid. This is tribal knowledge. Tribal or experiential knowledge reduces the time between event or incident and action. The operator thinking process is eliminated, leading to faster reaction times. It also leads to a ‘monkey see monkey do’ situation in the long run. Eli Goldratt calls these ‘local optima rules’ because people lack a complete understanding of what’s happening within the entire production process.
The problem with this is that if the operator does not understand why an action has a specific consequence, he will not know what to do if the action does not give the expected outcome. The operator will not even know where to look for a problem. The experiential training process does not identify, by default, the correct set of key parameters affecting the performance of a process: The more complex the process is, the bigger is the potential for making incorrect assumptions regarding cause and effect, especially under adverse conditions.
Even if an action leads to the expected consequence, this consequence may still be sub-optimal or counter-productive if the complete process is taken into account. An example where I have seen this was at a fish-processing plant, where tribal knowledge said that throughput was the key to profitability. In the case of financial woes, pay the trawler captains bonuses for more fish. Push that fish through the factory and make the required profit. Obviously the processed fish had to have a market so some cuts had to be sold at a discounted rate, but profitable operations was still maintained.
Then the government imposed quotas. The supply of raw material (fish) went from unlimited to a finite capacity per month. The company could not legally get more fish than their defined quota that was around 75% of plant capacity. Executives and managers still operated under the tribal knowledge rules of pushing for throughput and taking orders for as much product as possible. They started to bleed money. Tribal knowledge was wrong. As a result of the changed supply environment, the new key to profitability for the company was ‘Product Mix’ and not ‘Throughput’.
Data usage factor
In addition to the human fallibility explained above, the ability to manage and control a production process is also a function of the parameters or factors (data), available or selected to manage a process. In continuous processing plants, there are complex inter-relationships between process parameters, measurements and the way the data is displayed to the operator. The information provided and the way it is provided often fails to deliver what the operator needs to facilitate effective management and control of the process.
There is an abundance of data in processing plants today, and it is increasing daily. Managers and engineers continuously want more information, but typically automation and other systems only provide data. It is often heard that manufacturing plants suffer from DRIP i.e. Data Rich, Information Poor.
The data that can enable effective decisions are thus available, but without context this data is worthless to a great degree. Figure 1 shows the process of converting process data into process understanding.
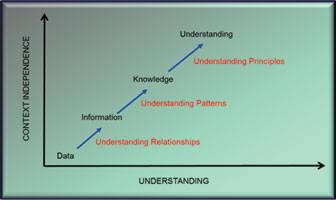
Understanding data relationships
For example, knowing that the liquid in a pipe is at 91,354 degrees does not in itself mean anything. A relationship between this temperature and something else needs to be established for the data to become meaningful. If the boiling point of the liquid is say 60,0 degrees, then we know that the liquid is above its boiling point and likely to flash when released under atmospheric pressure. The data has now become useful information.
Understanding process patterns
Once we understand relationships, we can start looking for patterns. Patterns appear or become obvious over time. They are often not intuitive, but over time the human brain unconsciously starts defining the patterns. People then start reacting to these patterns, sometimes not knowing why as they do not as yet understand the basic principles governing the patterns.
An example is for instance where over time a supervisor in a gold-ore mill notices that when the cyclones are operating effectively, the gold recovery is better. This is a pattern. He also notices that if the mills are running too rich, the cyclones block. This is another pattern. He thus tries to balance the mills towards the lean side, but at the same time tries to maintain the targeted throughput through the mills. The supervisor also gets a milled ore sample from the cyclones every shift that indicates the size distribution of the particles. When the cyclones block the particles are most often too big. This is another pattern and another reason for running the mills more towards the lean side. There are of course many other patterns that can be established for the mill and cyclone circuit, but for the purposes of explanation, these patterns will suffice.
Most often his tribal knowledge strategy to maintain the gold recovery at acceptable levels works, but sometimes not. The supervisor at this time has the required tribal knowledge to run the plant effectively and he is managing the mills according to established patterns. But sometimes this is not enough. The supervisor still lacks understanding of some of the basic principles governing the process. Only when the basic principles of the process are understood will the supervisor focus on the right variables and manage the right patterns.
Understanding the process governing principles
To understand the relationships between the above patterns, understanding of the process governing principles are required. One principle in the case of the gold recovery plant is mill residence time, and the other principle is particle surface area.
For effective grinding in the mill, the ore must be resident in the mill for a certain time. If the ore feed-rate is too high, then the time in the mill will not be adequate and the coarser particles will be washed out. If the coarse excess is too high, the cyclones will tend to block. Running the mill lean will ensure adequate residence time in the mill (adequate time for effective grinding) and thus prevent cyclone blockages. (There are also other factors influencing the cyclones, but we will focus on the volume of coarse material for this exercise).
The cyclones are designed for material with a certain particle size distribution. The basic principle that affects gold recovery in the downstream process is the size of the ore particles: The smaller the ore particle, the better the chance that the gold will be liberated and can be leached from the particle. If the particle is too big, gold is trapped inside where the chemicals cannot come into contact with it and leach it out. To manage gold recovery the particle size therefore needs careful management. The particle size is in turn a function of mill residence time and cyclone effectiveness.
The operator identified the patterns correctly, but not necessarily for the right reason and this resulted in biased decisions. The operator implemented actions to ensure no cyclone blockages and adequate mill feed to make the target but neglected to look at particle size. For this reason, the gold recovery results were inconsistent with his actions.
Once the basic principles were understood, the frequency of size-distribution samples was increased and the mill feed was adjusted based on the size of the particles, not on the effectiveness of the cyclones. This resulted in higher gold recoveries and substantial financial improvements (annualised at around USD 3 million).
Data visualisation factor
One of the reasons the supervisor and operators above made incorrect assumptions and did not make appropriate decisions was the fact that the data for the mills and cyclones were displayed in isolation on the HMI. At the time automation tribal knowledge was that HMI displays needed to be developed according to the P&IDs of the plant. The displays did not in any way show a relationship between the mills, the cyclones and the gold recovery. This is where process visualisation, based on process governing principles can make a huge difference in process plants. If the HMI display in the gold plant showed for instance how a change to the mill feed affected gold recovery, the operator and supervisor could possibly have taken different decisions, based on this information. Even if they lacked complete understanding of the process principles, they would still have taken positive actions to influence the gold recovery as the display would have indicated the consequence of their actions on said recovery.
Conclusion
Tribal knowledge on the plant floor can be useful, but it is fallible. The three reasons it is fallible are:
People will make decisions, take actions and teach others their tribal knowledge based on their personal perspective and experience, even if the environment changes.
People select the data and information they use to base their tribal knowledge decisions on, without necessarily understanding the governing principles of the process.
The way information is conveyed to operators can define tribal knowledge and influence the way they react to changes in process conditions.
For more information contact Gerhard Greeff, Bytes Universal Systems, +27 (0)82 654 0290, [email protected], www.bytes.co.za


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version