


In Part 3, we saw how the differences between business IT and shop floor IT can be reconciled. In the middle of this reconciliation lie manufacturing execution systems (MES), the link between the shop floor and the top floor and really the very heart of IT in manufacturing. As such, MES includes a wide range of applications that is often daunting at first glance and even more overwhelming after careful scrutiny. Yet, these are functions that every manufacturing company performs on a daily basis because there is no way of doing business without them. Because of this complexity, it is no wonder that many companies regard the automation of their MES processes with more than a little apprehension. But this need not be so.
About MES
Firstly, what is MES? The MESA International definition published in 1997 states:
* Manufacturing Execution Systems deliver information that enables the optimisation of production activities from order launch to finished goods.
* Using current and accurate data, MES guides, initiates, responds to and reports on plant activities as they occur.
* The resulting rapid response to changing conditions, coupled with a focus on reducing non value-added activities, drives effective plant operations and processes.
* MES improves the return on operational assets as well as on-time delivery, inventory turnarounds, gross margin and cash flow performance.
* MES provides mission-critical information about production activities across the enterprise and supply chain via bi-directional communications.
Today there are many vendors that sell MES solutions, either packaged or in the form of a toolbox. But the variety of applications coupled with the specific, individual and changing needs of each and every manufacturing company, means that a single, shrink-wrapped package that is all things to all companies is unrealistic. With MES, one size definitely does not fit all companies.
Manufacturers have started to adopt and adapt MES solutions as and when they need them, but MES needs access to shop floor historians at one end of the information spectrum and ERP databases at the other. This means having to work with disparate solutions from a wide variety of vendors. What is needed is a standard that provides a guideline for communication between business and operational systems so that end-users can choose the solutions that best suit their needs and that allow for customisation.
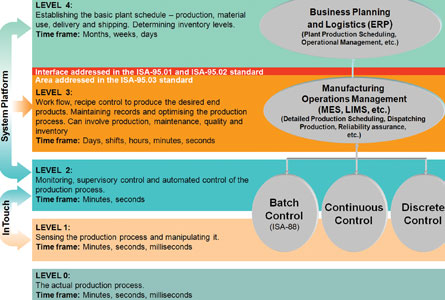
The ISA-95 standard
This standard was developed with the objective of providing standard terminology and object models for information exchange. B2MML (Business To Manufacturing Markup Language) is an XML (Extensible Markup Language) implementation of the ISA-95 standard by the World Batch Forum (WBF). B2MML has been adopted by players such as SAP and Wonderware and is a defined schema with the objective of reducing the cost, risk and errors associated with implementing interfaces between enterprise and production control systems. ISA-95 does not prescribe solutions. It simply creates an environment for collaboration not only between MES applications but also between the automation, MES and ERP layers.
Implementing MES
The first question to ask is: “What is the driving need for MES in the business?” Answering this requires a good knowledge of how the business currently runs and where improvements can be made through the deployment of technology. Surprisingly, in many cases the low-lying fruit can be reached without complex solutions and huge IT spending. This will, however, depend on what systems are already in place.
Like any structure the complexity and success of MES often depends on the foundation that it is built on. This foundation can, for example, include IP investment as well as an accurate requirements specification and a business value proposition. The foundation must also include the technology framework that is in place both in the office and on the shop floor and an accurate estimate of the total cost of ownership (TCO) of an MES.
Today, there are more than a few examples, in the South African manufacturing landscape, of companies who embraced MES wholeheartedly only to find themselves stranded a year or two down the road because of unforeseen costs, delays and the inability of the systems to keep up with their changing needs.One end-user commented that, unlike with process automation systems, the definition of MES functionality is somewhat vague and it’s only after one has got it up and running that one realises what should be in place – but by then, of course, it is too late. One could spend an inordinate amount of time and money defining MES workflows only to have them change six months later. Even the act of automating MES functionality makes one think about other possibilities which inevitably result in specification changes. A more rational approach that would probably halve implementation time and cost is to implement MES bit by bit by making conscious technology investments aimed at achieving medium term business benefits.
Figure 8 shows three types of approaches to projects. Project ‘Red’ (bottom of the chart), took so long in its implementation that scrapping it is the nearest its owner will get to a decent ROI.
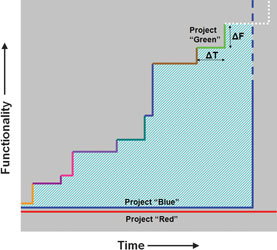
Project ‘Blue’ took a significant time to develop and yielded proportionately significant results. However, much of its functionality was lost because it was developed to conform to specifications that have since changed.
Project ‘Green’, along with its companions, took very little time to define and complete, yielding proportional functionality and ROI. It involved little risk, could be redefined and redone if necessary and was exactly what the enterprise needed at that time.
Conclusion
What is needed for the successful implementation of MES today is an approach which:
* Allows users to build applications that solve today’s problems.
* Is adaptable to change as the company’s operational requirements evolve.
* Allows applications to be developed in a managed fashion providing for reuse of engineering effort and low TCO.
* Partners with solution suppliers that have a strong 5-10 year strategy based on leading technology, standards and user requirement trends (eg, infrastructure development, SOA, etc).
* Does not negatively impact on the performance of the business (or state-of-mind of the staff).
* Recognises the maturity differences in the infrastructure components of the organisation.
* Leverages existing IT investments – why use proprietary reporting or specialist historians that do not make use of Microsoft MS SQL or other pervasive database technologies?
The ideal MES implementation allows the company to purchase solutions and grow as required, delivers immediate business value and ROI and allows users to roll out solutions that address defined strategies. An MES implementation is most successful when it is done within a company infrastructure whose principal components are at the same level of maturity.
Today there is much talk about the next level of integration through a unified service oriented architecture (SOA). SOA is an infrastructure for plug-in business functions such as HR, production management, etc. SOA highlights the trend for modern companies to adopt a more unified approach to operations. It is not a coincidence that Wonderware already has such an infrastructure for the process automation environment – ArchestrA.
For more information contact Deon van Aardt, Wonderware Southern Africa, 0861 WONDER, [email protected], www.wonderware.co.za


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version