

The Kumba Coal Grootegeluk mine has been running InTouch (HMI) and other Wonderware products for many years. Much of the control systems were therefore based on older versions of InTouch and Siemens S5 PLCs. During 2005 a project was initiated to upgrade the PLCs to Siemens S7 PLCs and at the same time to upgrade the existing InTouch applications and place them under the ArchestrA umbrella.
In 2005, Kumba's Leeuwpan coal mine was the first ArchestrA implementation within the company during which time the Grootgeluk PLC upgrade project was under way. Following Kumba's decision to adopt ArchestrA as the standard automation package, the mandate given to system integrator Control Systems Integration (CSI) for the Grootgeluk project was to use high level automation principles agreed at the ACOP (Automation Community of Practice) to develop a new set of standards, but starting with a clean slate at the PLC/scada/ArchestrA level.
Two engineers from Kumba and another two from CSI formed the implementation team that, together, would bring to the table the expert knowledge of the processes to be controlled and the tools that would help achieve this.
"Rather than an isolated project, this joint effort between CSI and Kumba Resources was part of the on-going evolution of the Kumba Corporate ArchestrA standards," says Dries van Schalkwyk of CSI.
The setting of automation and MES standards together with the implementation of ArchestrA is part of a total automation strategy for Kumba Resources. The ERP systems in Kumba Resources will in future have a cost-effective shopfloor infrastructure that will ensure information is vertically integrated. It is important to understand the dependencies of the different applications in all the automation/MIS/MES/ERP layers. "I believe that many MES solutions fail due to inadequate control and the lack of reliable and integrated automation systems, the foundation of any MES/ERP system," says Flip Schutte of Kumba HQ.
The Grootgeluk project goals included:
* The development of automation standards - standards greatly reduce project costs, eliminate ambiguity and provide a proven starting point for different implementers on different projects.
* Reducing the complexity and cost of engineering and maintenance.
* Making full use of existing assets (ie, InTouch).
* Containing upgrade costs (for example use of existing InTouch licences).
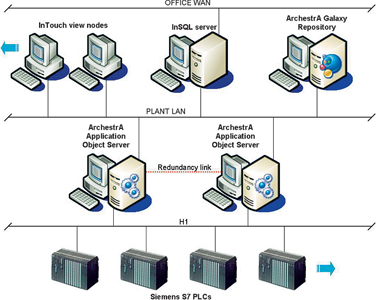
* Focusing on system reliability through a dual redundancy architecture.
* Providing a basis for a Management Information System (ie, through the use of IndustrialSQL Server).
During the solution evaluation phase near the beginning of 2005, Kumba selected the Wonderware range of solutions for the following business and technology reasons:
* Lower total cost of ownership - Wonderware's integrated and interconnected suite of solutions contributes to lower support and training costs from a single source.
* ArchestrA functionality - rather than being simply another application, ArchestrA provides an architecture in which disparate applications can cooperate and which allows for the definition, deployment and maintenance of standards while extending the ROI of existing assets and catering for future expansion.
* Product suite - the growing range of products from Wonderware provide for a wide yet integrated range of applications that address both scada as well as MES functionality.
* Local support - Wonderware offers extensive training as well as on and off-site support for the entire suite of Wonderware solutions.
* Large number of SIs in SA - there are more than 70 SIs in SA trained on Wonderware products which is an enormous resource pool of domain knowledge coupled with the ability of being able to apply that knowledge.
* Large installed base of Wonderware products in SA.
* Wonderware's international backup facility as well as its commitment to meaningful research and development initiatives.
Project implementation
"Three Siemens S5 PLCs had been integrated with ArchestrA and the fourth was under way," says van Schalkwyk. "The team spent around six weeks developing a model PLC template and ArchestrA standards for the Siemens S7 PLC and the Smart Symbols that would be used with InTouch. A further two weeks was spent on bench testing communications. Instantiation and coding took a further two weeks, including the PLC coding. This was followed by a one-week factory acceptance test and finally a two-day site installation and commissioning. It was all done within three months."
The initiative needed to address the best-known standards and methods, which included:
* Standardised PLC addressing structures with standardised data blocks and function calls based on one data block per device.
* A fixed data block structure, independent of the device type.
* Automatic ArchestrA-derived addressing based on only two User Defined Attributes (UDAs) per device (PLC identifier and device identifier).
* InTouch standards based on Smart Symbols and pop-ups matching the PLC/ArchestrA models.
* HTML help system integrated with InTouch.
* Network diagnostic displays.
* Redundant application servers.
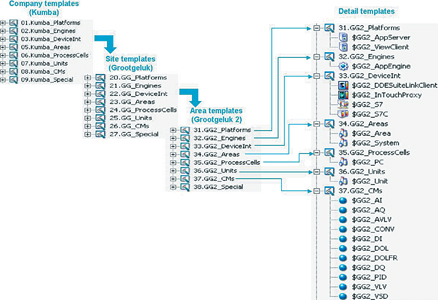
"Although this was not a batch application, we used the ISA-95/88 standards to break the plant down for the ArchestrA model," says van Schalkwyk. "We then derived templates for each of the ISA-95 levels of the plant. We used auto-addressing scripts for all the tags and made sure the code contained ample comments and documentation for those who have to support the system. Finally, we implemented the redundant application servers."
The HMI was implemented using InTouch 9.5 with Smart Symbols for the analog animation. Two device UDAs were defined for identification and for ease of PLC fault-finding. On request, the UDAs are displayed on the pop-up of each device together with the PLC data block number. This allows operators to identify which PLC is involved and which device connected to that PLC is likely to be causing problems. Also included are a HTML-based help system and software disaster recovery and backup facilities as well as communication health status displays.
Benefits and achievements
"The ability to define standards led to significant savings in project and engineering costs," says van Schalkwyk. "We estimate that, from the second PLC onwards and excluding hardware and software costs, we realised a saving of about 41% on project costs. Standards also make engineering much easier. The entire cycle of deploying another device including addressing the PLC, ArchestrA and InTouch can be done in just a few minutes."
Other benefits included:
* Early knowledge transfer - as a result of the team approach followed, the Kumba team was fully trained and full knowledge transfer was achieved during the course of the first upgrade.
* Change management - a high level of system ownership and excellent change management was achieved by forming a combined customer/SI team.
* Easier maintenance - the maintenance on the system has been made easier for the maintenance personnel due to the simple approach of DB# = FC# = UDA (Data Block No. is equal to the Function Call No. and both are User-Defined Attributes) displayed on the device popup, as well as ladder used for the device interlocking in the device FC.
* Easier engineering - engineering effort was greatly reduced due to the use of standardised FC and DB structures in the PLC, auto addressing with only two UDAs in ArchestrA and Smart Symbols and pop-ups with remote referencing scripts.
* Rapid factory acceptance testing - due to the auto addressing models and smart symbols, factory acceptance testing and commissioning time was significantly reduced.
* System availability - the redundant application servers provide increased uptime and reduced risk.
* Deployment versatility - ArchestrA allowed the system to be upgraded in a mixed mode configuration with certain sections of the plant and application still running on old software while new sections of the same application linked to the ArchestrA system with redundancy.
* Minimised upgrade costs - the existing InTouch licences could be re-used with ArchestrA and linked to the Galaxy by simply adding platforms.
Conclusion
"This project showed the importance of investing time in the careful design of templates to save engineering time later," adds van Schalkwyk. "We found the motto 'Keep it straight and simple' to be particularly applicable - we kept the models simple at the top and complex at the bottom which greatly simplified changing the templates. The project was delivered on time and within budget and Kumba has a set of standards and a 'starter pack' that can be used at other plants. I believe that the project was very successful and that we have a satisfied customer."
For more information contact Justin Tweedie at Wonderware Southern Africa (a member of the EOH Group of Companies), +27 (0) 861 WONDER (0861 966 337), [email protected] or [email protected]


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version