

In 2012, Beckhoff set a new benchmark in intelligent parts transportation with the introduction of its eXtended Transport System (XTS), which has since been fitted to numerous generations of manufacturing machines. XTS does more than merely replace conventional conveyor belts; instead it enables completely new and innovative machine designs. Working with flexible motion profiles, it allows users to create processing sequences ranging from the very simple to the highly sophisticated and so optimise their entire manufacturing process.
XTS is a smart transport system of magnetically driven movers that travel along tracks consisting of motor modules and guide rails. A Beckhoff Industrial PC is able to control the movers independently according to individually defined motion profiles. The motor modules can be arranged in a variety of layouts to create both open and self-contained tracks. Up to now, movers have been confined to travelling on just one such track, but with the new XTS Track Management software functionality, track sections in one XTS can be exchanged among each other and ultimately combine multiple tracks within a single system. The new track management capabilities make it possible to transfer motor modules, complete with the movers on them, between multiple XTS systems with the aid of a suitable mechanical device, such as a spindle axis or linear motor. The motor modules and movers remain fully operational throughout this process, and the track sections transferred remain fully usable. The XTS Track Management capabilities will be incorporated into the TF5850 TwinCAT 3 XTS Extension.
Mover navigation on tracks and track parts
From a software perspective, this new functionality is similar to route navigation in road transport: drivers can set their individual route at any time. Each route defines the sequence of roads along which their vehicle must travel to get either from point A to point B or starting from point A and returning to it in a round trip. A track configured in the XTS software works in much the same way by linking individual XTS track parts in a specific sequence.
When an XTS system is configured, all motor modules are initially grouped into contiguous segments known as track parts. These may consist either of one single motor module or any number of consecutive motor modules. The track parts, in turn, form building blocks from which a large number of contiguous routes or tracks can be defined. A track may consist of one or more track parts; also, a track part may occur more than once in a given track, and may also be included in multiple tracks.
A PLC application program decides which track each mover should travel along. The movers are controlled using an extensive command set contained in the Motion Control Toolbox. Now though, a position set point defined in a given motion command no longer applies to the system as a whole but to a specific track. During program execution, a move command for an individual mover can be switched to a different track – at any time and on the fly. The only condition is that the track part on which the mover is located when the switch happens must also be part of the new track to which it is switching. Again, this is best illustrated with a road navigation analogy: A vehicle’s route may be altered at any time, but the road on which it is currently travelling is, of course, always part of the new route, too.
Enabling movers to travel on multiple tracks opens up a wealth of possibilities when it comes to designing transportation tasks for an XTS system. The additional flexibility afforded by the track management functionality creates valuable advantages, both for the machine builders designing systems and for the end users who later operate the machines.
Maximum flexibility without downtime
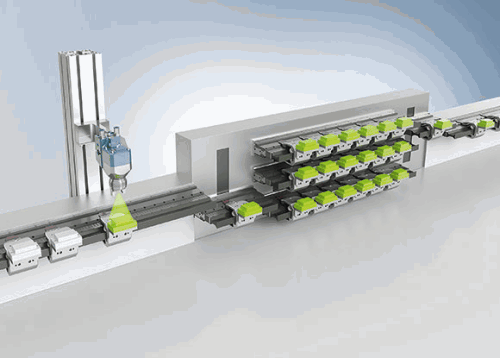
For several years now, in areas such as the food and cosmetics industry, there has been a sharp rise in the numbers of product variants within manufacturers’ product ranges. Inevitably, this has led to smaller lot sizes and significantly shorter production runs, and as a result is driving up demand for machines that allow flexible format changing. XTS already supports fast, software-driven format changes using product-specific parameter sets. Shapes and packaging sizes can be changed without the need for manual intervention. Now XTS also supports software-based tool changes: With the new track management capabilities, movers fitted with different tools can be fed in and out on a flexible basis, without leading to downtime. With this freedom to select a range of different tools, users can now set up tool magazines and, besides being able to switch to a completely different tool format, they can create custom tool combinations as well.
In addition, the setup described above makes it easy to accommodate maintenance intervals in the production process. For instance, a mover that has reached a predetermined limit for the number of products handled or, perhaps distance travelled, could be ejected and automatically replaced by another mover that has been refurbished. The ejected mover can then be serviced outside the actual production system. This means that machine processes no longer have to stop at set intervals to allow maintenance.
Parts storage but with a small footprint
Production processes often need to halt temporarily once a certain number of steps have been completed – to give products time to cure, dry or cool, for example. To avoid stoppages and maintain a continuous production flow, product buffers can be created to feed the next processing station downstream. This requires additional machine space; how much depends on the size of the product and on the length of the necessary wait in relation to the processing time.
With the new track management, track parts can now be stacked to create compact and efficient product holding capacity while maintaining a small overall machine footprint. Furthermore, in contrast to conventional buffer systems, there is no need to create extra parts handling capacity because the products are stored together with their movers and therefore remain clearly identifiable and easy to control.
Optimised utilisation of processing stations
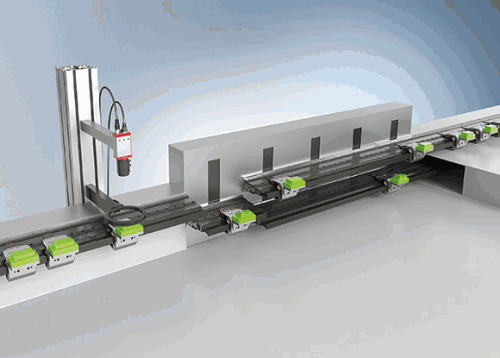
Track management also offers advantages when products need to pass through specific processing stations multiple times. Consider, for example, a coating process in which several layers need to be applied to achieve a specific thickness and a molding cycle is required after the application of each layer. One way to achieve the desired output rate on machinery performing a task like this is to set up a sufficient number of processing stations in series. This approach, though, is costly and the individual processing stations often end up not working at full capacity.
Track management can improve efficiency by separating these processing stations from the main product flow on the primary XTS and putting them on a secondary, self-contained XTS. With this arrangement, products can pass through the processing stations multiple times in succession without having to switch direction. Once the required number of passes has been completed, the products are merged back into the product flow of the primary XTS.
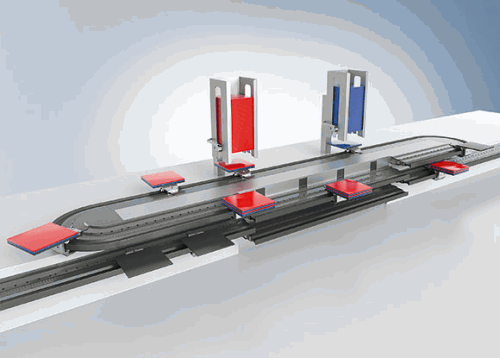
Individual quality control, even at high output rates
One of the greatest challenges facing machine builders is how to incorporate individual quality control into the production process. Now, with the track management capability to flexibly feed products into and out of the process, these quality inspections can be performed without interrupting production flow, allowing high production output rates to be sustained, even with time-consuming, random inspections.
By contrast, in systems where quality control is built directly into the primary production process and multiple products are subsequently extracted in parallel, prior ejection of flawed products must not leave any gaps. To prevent a flawed product from causing all the products before it to run through the process chain again, track management can extract the flawed product and its mover from the product stream. After reworking a product at a manual work station, for example, the product can simply be returned to the product stream along with a mover, or, if the part is scrapped, an empty mover can be inserted back into the stream.
| Tel: | +27 11 795 2898 |
| Email: | [email protected] |
| www: | www.beckhoff.com |
| Articles: | More information and articles about Beckhoff Automation |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version