

Basel (Switzerland) is a stronghold of the chemical industry. This explains why the demand for primaries and base materials such as sulphuric acid, hydrochloric acid and caustic soda is so great in the region. One important supplier of these products is Brenntag Schweizerhall, whose warehouse and distribution centre in the ‘Infrapark Baselland’ is in the immediate neighbourhood of its customers. The company asked Endress+Hauser to automate its plant and at the same time ordered a logistics concept guaranteeing ultimate safety and efficiency from storage right through processing to the delivery of products.
New infrastructure optimises the value chain
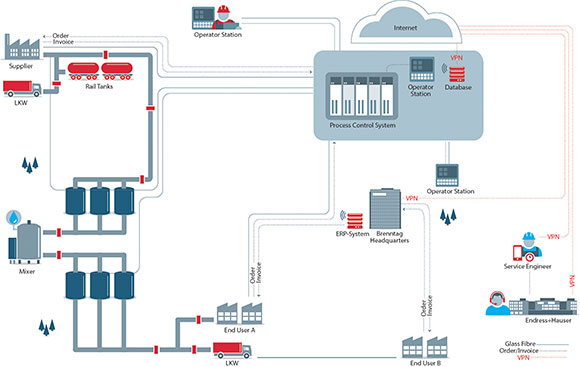
Today, the site features a completely new infrastructure with storage tanks and blending units, plus a pipeline network that allows Brenntag Schweizerhall to supply its customers directly. “Until recently, we carried about 30 000 tonnes of hazardous materials by truck to our customers every year, which resulted in relatively high transportation costs,” explains Wolfram Heymann, CEO of Brenntag Schweizerhall. “Our aim was to optimise the supply chain, not only commercially, but also with regards to safety on site because the corresponding loading and unloading operations were no longer required.”
For this reason, it was not only the automation of the manufacturing process that was highlighted, but the logistics and commercial processes were also scrutinised. Working closely with Brenntag Schweizerhall, Endress+Hauser synchronised the data flow along the value-added chain and the data exchange between the actual process control system and the customer’s ERP system. Today, the central business processes between all stakeholders are handled in a common network.
“The cross-system access to information enhanced efficiency and effectiveness helping us to make severe cutbacks on data administration costs,” says Roger Jaggi, head of Engineering Solutions at Endress+Hauser Switzerland. “At the same time, we wanted to keep plant operation as simple and easy as possible.”
The controls were programmed and set up for the customer using tried and tested standard components. Personnel operate the plant via software that provides graphic visualisation of the process.
Inventory management relies on sensor technology
One important interface is Endress+Hauser’s software, SupplyCare. This platform for inventory management relies on the appropriate sensor technology in the tanks to monitor replenishment and deadline scheduling, also allowing the full visualisation of stocks and inventories on the screen – both on site at the operating stations and at the headquarters in Basel. Thanks to the networked supply chain, Brenntag Schweizerhall can now keep stocks low and avoid delivery bottlenecks. Using the fast links of the local fibre optic network, end customers today report their requirements directly to the control system – without the red tape in order handling, and with the automated inventory management ensuring that the tanks and warehouses are always sufficiently full. “No matter how much the customer requests – thanks to automation, the product can now be supplied efficiently, safely and on time in the desired quantity and degree of dilution,” says Jaggi.
The direct access to device and process data using a browser-based solution also makes maintenance and service work easier, with the latest device status called up in next to no time. Endress+Hauser’s experts are capable of remote monitoring maintenance intervals or of responding to error messages while en route. Thanks to the online access to all data and documents, the source of the error or malfunction is quickly identified. The customer is automatically notified in the event of maintenance work or a change in product availability.
The close collaboration between Endress+Hauser and Brenntag Schweizerhall from the planning stage to commissioning, paid dividends. “Procurement is a great deal easier today. We’ve optimised warehouse capacities, increased flexibility in production and cut logistics costs,” summarises Heymann. “Now we not only have an automated warehouse for chemical base materials, we also have a totally new business model where all our customers and suppliers are integrated in a common network.”
The modern plant not only safeguards efficient and timely deliveries to end customers – it has also become safer thanks to the pipeline system. Heymann concludes: “The integrated solution has allowed us to take 1500 hazardous goods transporters off the road and to eliminate all the related loading and unloading processes.”
For more information contact Hennie Blignaut, Endress+Hauser, +27 (0)11 262 8007, [email protected], www.za.endress.com
| Tel: | +27 11 262 8000 |
| Email: | [email protected] |
| www: | www.endress.com |
| Articles: | More information and articles about Endress+Hauser South Africa |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version