

Introduction
With the Industrial Internet of Things (IIoT) placing new demands on the automation world as traditional factories are transformed into smart factories, being able quickly and easily to monitor massive numbers of I/Os is a big concern for today’s IT engineers. One of the most crucial demands is collecting real-time production information, which is an essential aspect of smart factory operation.
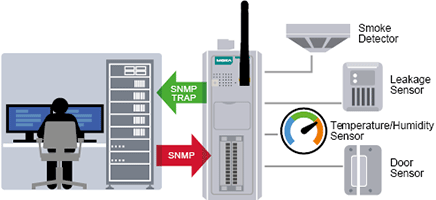
Whereas Modbus/TCP is a simple and well-known protocol used in the factory automation industry, security is a concern, and IT engineers are generally not familiar with Modbus/TCP. SNMP (Simple Network Management Protocol) is a viable alternative. SNMP has a proven track record, and has been used widely as a network device management tool for many years, making the integration of SNMP I/O into an existing network management system a relatively straightforward exercise.
Compared with Modbus/TCP, SNMP’s authentication mechanism provides a higher level of security. In addition, SNMP trap can reduce network traffic by sending alarm signals to the control centre only when needed. SNMP trap reduces the loading on the network server, and overall is a more efficient way of handling exceptions compared to the traditional Modbus protocol. With SNMP, IT engineers can get facility information with only a few mouse clicks.
In this article, we provide hands-on advice on how to choose a suitable I/O setup for your factory application. Two topics are covered:
1. Understanding the structure of the current factory communications network and upgrading to the SNMP protocol.
2. Monitoring a smart factory with SNMP I/O over a network management system.
Understanding the structure of the current factory communications network and upgrading to the SNMP protocol
Legacy serial buses, such as Modbus RTU, Profibus, and CANopen, are widely used in traditional factories. However, with the IIoT trend now in full swing, factory engineers need to collect and monitor larger amounts of data than can be handled by legacy serial buses. For this reason, factories are replacing their serial buses with Ethernet. The Profinet and EtherCAT protocols are used for real-time control purposes, and engineers familiar with Modbus/TCP find it to be an economical and easy solution for device control and monitoring.
However, since most IT engineers are not familiar with these IA-based protocols, IT professionals are turning to SNMP, which has a proven record of accomplishment for IT applications. SNMP can be easily integrated into existing network management systems, and control centres for smart factories that implement SNMP can simultaneously monitor a large number of factory facilities. SNMP I/O can use SNMP trap to send alarms to the control centre in essentially real time, thereby allowing users to handle exceptions as they occur. If you are an IT engineer tasked with building a monitoring system for a smart factory, then SNMP is a good choice.
Monitoring a smart factory with SNMP I/O over a network management system
The fact that smart factories use large numbers of I/O devices means that a smart factory network will need to handle lots and plenty of data. However, since IT engineers are usually not experienced at installing I/O wiring, dealing with such a large number of I/O devices is always a big challenge. To complicate matters, traditional factories are monitored by scada systems, which display factory data graphically to make it easier to understand. Since IT engineers are not accustomed to monitoring entire networks in this way, SNMP I/O provides a comfortable workaround. With SNMP I/O, a facility condition monitoring system can be configured and up and running with a few simple mouse clicks. SNMP I/O is also good for remote site monitoring. After field engineers complete the down-and-dirty wiring tasks, IT engineers just need to implement an SNMP I/O MIB (management information base) file through the network management system to get device information, without needing to understand the factory’s full network structure. As is the case with other SNMP devices, every SNMP I/O will be updated in the network management system – this is the best and easiest way for IT engineers to collect data.
Moxa’s solution
Moxa provides several different I/O products for a variety of SNMP I/O applications. SNMP provides users with the following benefits:
1. Easy integration with existing network management software: Moxa’s SNMP I/Os are IT-friendly and can be easily integrated with existing network management systems to monitor facilities and ensure safety. The SNMP solutions can be used to monitor factory conditions, including temperature, humidity, airflow, power, pressure, noise, on/off status and vibration.
2. User-defined SNMP trap messages can send alarms actively: The SNMP I/O supports user-defined SNMP trap messages, which can send alarms with warning messages to users instead of sending hard-to-decipher error codes. With Moxa SNMP I/O, IT engineers can take advantage of their familiarity with SNMP to make factory automation networks smarter.
3. Get data easily with coding-free SNMP I/O: The coding-free SNMP I/O ioLogik E1200 series can be used for simple data acquisition applications. MIB files are provided with all ioLogik E1200 series models, and with SNMP, all I/O data acquisition and device settings can be done from the IT network management system.
4. Smart SNMP I/Os with Click&Go control logic are available for smart factory applications: The ioLogik E2200 smart remote I/O series can implement Moxa’s intuitive Click&Go control logic. Click&Go control logic is simple IF-THEN-ELSE logic that any competent engineer can use without special training. With Click&Go control logic, your applications can be up and running in no time.
5. Expandable SNMP I/Os reduce the demand for IP addresses: The ioLogik 2500 smart remote I/O series uses advanced Click&Go Plus smart control logic, which can be used to easily implement more complex applications. Use the ioLogik E1200 series with the ioLogik 2500 series to add new I/Os to your factory automation application. Since the ioLogik 2500 can use the same IP address for all of the expansion units, you can dramatically simplify the configuration and management of your network.
| Tel: | +27 11 781 0777 |
| Email: | [email protected] |
| www: | www.rjconnect.co.za |
| Articles: | More information and articles about RJ Connect |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version