

The EtherCAT protocol has become a worldwide established technology for real-time master-slave communication between controllers and field devices, enabling unique benefits in terms of low cycle times and highly precise synchronisation.
Many plants and machines currently consist of several machine units with discrete controllers, which perform different control tasks, yet need to work in close cooperation with one another. The EtherCAT Automation Protocol (EAP) is a standard defined by the EtherCAT Technology Group which enables cyclic communication between controllers via a standard Ethernet network. It supports routing capabilities to route into EtherCAT fieldbus networks down to the single slave device for parametrisation, diagnostics, and firmware update purposes.
The EtherCAT protocol with its unique operating principle – processing datagrams on-the-fly – has become one of the most widespread Ethernet-based communication standards at the fieldbus level in the past 10 years. It is certainly the most used technology in terms of different vendors and device types which feature support for the protocol. The EtherCAT protocol (also named as EtherCAT Device Protocol, or EDP) is specifically intended for hard real-time communication between a controller and a variable number of field devices, such as I/O, servo drives, servo valves, or gateways. It ensures very low cycle times (down to tens of µs), due to most efficient bandwidth usage, as well as a very high degree of synchronisation between the devices connected to the network (down to hundreds of ns).
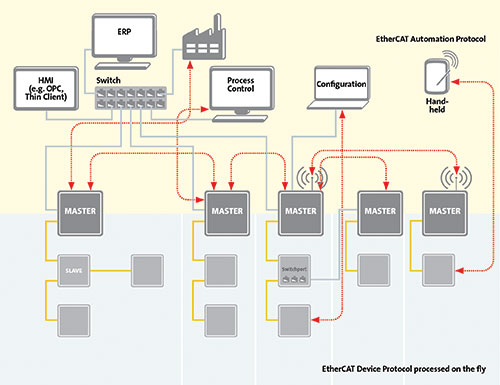
Many plants consist of several process operations, each containing some degree of independent parts, individually managed by a controller to which different field devices are connected. These controllers often need, in turn, to exchange cyclic as well as acyclic data with each other. The EtherCAT Automation Protocol (EAP), specified by the EtherCAT Technology Group (ETG), provides an efficient mechanism for cyclic data exchange at the plant level, with communication cycle times in the low single digit millisecond range. Additionally, acyclic communication for parameter exchange and information routing to single EtherCAT Device Protocol fieldbus networks is supported. These features make EAP a particularly suitable solution for machine builders that need modular plant architectures, where several controllers each take care of specific functionalities, yet need to communicate with each other, in order to cooperate to advance the overall work of the plant.
EAP – communication at the plant level
Intended for communication between controllers, the EtherCAT Automation Protocol enables autonomous controller operation, often with different local cycle times. Therefore, the master-slave approach used by the EtherCAT Device Protocol is no longer optimal in this case; instead, EAP adopts a publisher-subscriber (Pushed Data Exchange) model. Each EAP device which intends to provide data is configured as Publisher, and transmits the data onto the network. One or more Subscriber devices can “intercept” the Ethernet packets sent by Publishers and use the corresponding data. Data can be published based on a cyclic event (with a periodicity which can correspond to, or be a multiple integer of, the cycle time of the Publisher device) or on a value change. Publisher devices can configure the transmitted information as unicast (only one specific Subscriber can receive this information), multicast (a subset of Subscribers is defined, by which the transmitted information can be received), or broadcast.
As an alternative to the Pushed Data Exchange, EAP also supports a Polled Data Mode. In this case, the polling device sends output data to one (1:1 connection) or several subscribers (1:N connection) and triggers the polled device(s) to provide data accordingly. The amount and type of data which can be transmitted over EAP is arbitrary. Base data types, as well as structured variables, can be transmitted and received.
Information is provided by the sender together with a 16-bit cycle field (updated with the cycle time of the sender device). This is incremented every time the information is transmitted: receivers can use this field as a sequence number, in order to check if one or more packets were lost during propagation. In addition, each receiver associates a 16-bit quality field (updated with the cycle time of the receiver device) to the incoming information, reporting the time elapsed after the information is received for the last time. Thanks to these diagnostic variables, EAP receiver devices are always able to monitor the real-time performance of the communication, and to suitably react in case of communication errors.
Low hardware requirements
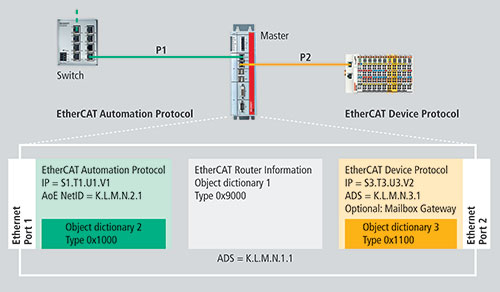
Due to the reduction in real-time constraints required by the communication at the plant level, EAP devices require no dedicated chips (like the EtherCAT Slave Controller for EtherCAT Device Protocol) at all: frames are no longer processed on-the-fly, and the hardware interface is represented by a standard network port. Thus a standard, switched network communication infrastructure can be used with EAP – wireless connections between endpoints are supported as well. EAP data can be transmitted highly efficient on raw Ethernet frames (if no routing outside the Local Area Network is needed) or mapped into UDP/IP packets (and therefore routable via IP protocol also outside the single subnet). The EtherCAT Automation Protocol can also be transmitted in parallel to other network-based protocols like OPC UA, HTTP or FTP, improving the vertical integration of the communication architecture.
Cyclic and acyclic communication with EAP
Besides cyclic communication, EAP supports the possibility to exchange acyclic information, as well, using the AoE (ADS over EtherCAT) protocol. Each EtherCAT EAP or EDP device is identified by a unique AoE address, and information can be routed from one AoE device to another. All the commonly used Mailbox protocols, such as CoE, SoE or FoE (CAN application protocol, Servo drive profile or File transfer over EtherCAT), can be mapped into the AoE telegrams and routed from one EtherCAT controller to another. In this way, configuration and diagnostic tools can send and receive acyclic data, which will be used to configure specific controller properties, or route into the EtherCAT Device Protocol networks, reaching single slave devices for parametrisation or diagnostic purposes.
Co-existence with OPC UA
A function of its real-time performance, extended diagnostic capabilities, and the possibility to be transmitted in parallel to other protocols on a traditional network infrastructure without specific hardware requirements, EAP represents a perfect intermediate layer between the fieldbus level and the IT world, distinguished by hard real-time requirements in terms of determinism and synchronisation. In the last few years, protocols such as OPC UA have been established as vendor-independent standards for data exchange at the plant level. From this point of view, EAP should not be seen as alternative to OPC UA, as much as a complementary technology. While OPC UA is particularly suitable for the vertical integration between the real-time control layer and high-level, geographically distributed client applications like HMIs or databases, benefit from the ability of EAP to set itself at a slightly lower level, primarily intended for the horizontal integration among different controllers. The two protocols can coexist on the same hardware infrastructure, in order to flexibly fulfil the communication needs of the most diverse plant architectures.
Application example
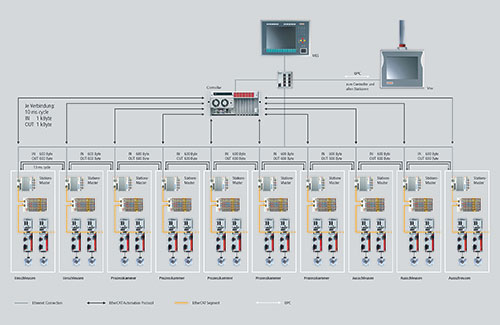
The production of solar panels consists of several steps for which identification and marking systems, as well as testing units and special handling modules, are used. The transport system is divided into process isles, up to 14 in this application, and each segment is equipped with a control unit and an operating unit. In addition to that, operating panels can be connected to the system, in a variable number according to process needs and at the necessary point in the production line.
The data exchange among the different control units is implemented over EAP. Every station exchanges status and control information in each direction, both with the preceding and with the following unit: 600 bytes in each direction with a cycle time of 10 ms. Moreover, each local control unit exchanges 1000 bytes of data in each direction with the central unit, at the same cycle time.
Vertical communication to the HMI and MES systems is done via OPC UA in parallel to the cyclic EAP communication. Both technologies complement one another perfectly: EtherCAT as the real-time-capable Ethernet fieldbus for machine and plant controls, leveraging the EtherCAT Automation Protocol for lean data exchange between masters, and OPC UA as a platform for scalable communication with integrated Security by Design, enabling encrypted data transfer up to MES/ERP systems and into the cloud.
Conclusion
Recent technical developments in automation point to a steadily increasing vertical integration of the communication standards at the fieldbus and plant levels with IT technology. The establishment of concepts like Industrie 4.0 or Internet of Things (IoT) confirms this trend. In this scenario, the EtherCAT Automation Protocol represents an important intermediate layer between the fieldbus and web-based technologies. It enables cyclic communication between controllers, with excellent real-time capabilities and extensive diagnostic capabilities using standard Ethernet networks as the hardware infrastructure. It also allows the transmission of other IP-based protocols in parallel, as well as supporting acyclic communication mechanisms. These can be seamlessly routed into the well-known EtherCAT fieldbus networks for efficient configuration and rich diagnostic functionality.
For more information contact EtherCAT Technology Group, +49 911 540 56 226, [email protected], www.ethercat.org


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version