Inline analytical technology for liquor process control
May 2019Analytical Instrumentation & Environmental Monitoring
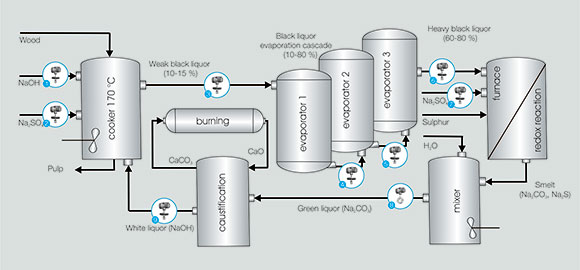
One of the most important processes in the pulp and paper industry is the alkaline sulphate process, where lignin is separated from the fibrous material. Recycling of the chemicals used is vital for environmental and economic reasons. During the recycling process, black liquor will be concentrated and burnt to remove organic materials like lignin. This recovery process generates – in addition to energy – a smelt with high salt content, the base material for green liquor. Through causticising with lime, the sodium carbonate in green liquor is converted to sodium hydroxide and reused in white liquor for the next pulping process. LiquiSonic analysers ensure each process step is inline monitored and set in an optimal way. The analyser system provides optimised quality control and productivity, especially through fast process monitoring during liquor recycling.
LiquiSonic measuring technology in the sulphate process
Black liquor
The base materials in the kraft or sulphate process are wood chips and alkaline cooking liquor, which mainly consists of recycled white liquor, hot caustic soda (NaOH) and Na2SO4. The cooking at typically 170°C is also known as the delignification process, where lignin is separated from the fibrous material and pulp. The resulting black liquor contains NaOH, Na2SO4, lignin, carbohydrates and hemicellulose. In multiple black liquor recovery evaporators, the dry matter is increased from 10-15% up to 70%. LiquiSonic provides robust and accurate concentration monitoring and enhances operational safety due to high-water content that interrupts the burning process. PFA coated flange sensors work maintenance and drift free with no cleaning adaptor needed, even for alkaline hot liquids with high coating tendencies.
Green and white liquor
In the black liquor furnace process an inorganic salt-rich smelt is formed. The molten salts sediment on the ground of the recovery boiler and must be diluted by water or weak white liquor, resulting in green liquor, rich in Na2S and Na2CO3. Green liquor is often collected in a separate stabilising tank before it is clarified. During clarification of green liquor, dregs must be removed. Clarified green liquor is used for causticising, a recycling step, where CaO lime is used to regenerate NaOH for white liquor. LiquiSonic provides quality improvement, like real-time green liquor concentration monitoring for optimally regulated lime dosage in causticizing. This increases the recovery process efficiency, lime burning recycle numbers and white liquor quality.
Advantages of LiquiSonic technology
• Robust and maintenance-free even for hot (up to 200°C) and high coating liquors.
• Layer-free, no steam wash system necessary.
• No frequent mounting and dismounting for maintenance and cleaning.
• Reduced laboratory costs.
• Highly accurate inline concentration measurement of green, black and white liquor (up to 0,1 wt%).
• Ideal lime dosage in causticising.
• Enhancement of operational safety.
For the high demands that are placed on sensor technology in the pulp and paper industry, LiquiSonic analysers have been built to withstand the harsh working environment and can be adapted to existing process conditions.
Importance of gas analysis in the petrochemical industry Elemental Analytics
Analytical Instrumentation & Environmental Monitoring
Gas analysis plays a critical role in petrochemical operations, supporting process optimisation, product quality and plant safety. As an experienced and expert gas analysis supplier, Elemental Analytics can provide the correct analyser and sample system package to meet individual plant requirements.
Read more...Fully integrated standalone thunderstorm warning system Senseca
Sensors & Transducers Analytical Instrumentation & Environmental Monitoring
Senseca South Africa has introduced its BTD-1 fully integrated, standalone thunderstorm warning system, which detects lightning by monitoring the background quasi-electrostatic field. The system can generate alerts before the first lightning strike, with a detection raterange of up to 83 km.
Read more...Environmental monitoring with testo Saveris 1
Analytical Instrumentation & Environmental Monitoring
The testo Saveris 1 environmental monitoring system has been in continuous use since 2010 at Jungbunzlauer, a biotechnology company in Germany, providing seamless temperature and humidity data for audit-ready, GxP-compliant processes across laboratories, warehouses and production areas.
Read more...Reliability restored through systemic vibration analysis Wearcheck
Analytical Instrumentation & Environmental Monitoring
Condition monitoring specialist, WearCheck uses a variety of testing techniques to enhance reliability in machinery components and prevent failures.
Read more...Meteorological data logger with up to 32 analogue sensors Senseca
Analytical Instrumentation & Environmental Monitoring
Senseca has introduced its advanced data acquisition system for environmental monitoring, which has a universal data logger for up to 32 analogue, pulse and smart digital sensors.
Read more...Yokogawa’s free chlorine analyser is gold standard for water treatment utilities Yokogawa South Africa
Analytical Instrumentation & Environmental Monitoring
One of the key factors in ensuring safe drinking water is the accurate monitoring of free chlorine residuals. This is where advanced online analysers, such as Yokogawa’s FC800 free chlorine analyser, are becoming increasingly valuable for water treatment operators and municipal utilities.
Read more...Cooling tower bleed control
Analytical Instrumentation & Environmental Monitoring
Cooling towers rely on evaporation to remove heat, but this process also concentrates dissolved solids in the system. Left unmanaged, this buildup can lead to scaling, corrosion and fouling, reducing efficiency and increasing maintenance costs.
Read more...Filters for zero-alcohol wine Parker Hannifin - Sales Company South Africa
Analytical Instrumentation & Environmental Monitoring
The market for zero-alcohol wine is creating fresh opportunities for wine producers, but processing these products creates new contamination challenges. Technical support from an established filtration specialist, such as Parker, can help wineries in overcoming the challenges posed by the increased risk of contamination.
Read more...Remote monitoring solution for sewage plants ifm - South Africa
Analytical Instrumentation & Environmental Monitoring
With ifm’s remote monitoring solution, you can visualise the condition of the submersible pumps in your sewage plant and diagnose issues before they become serious problems.
While every effort has been made to ensure the accuracy of the information contained herein, the publisher and its agents cannot be held responsible for any errors contained, or any loss incurred as a result. Articles published do not necessarily reflect the views of the publishers. The editor reserves the right to alter or cut copy. Articles submitted are deemed to have been cleared for publication. Advertisements and company contact details are published as provided by the advertiser. Technews Publishing (Pty) Ltd cannot be held responsible for the accuracy or veracity of supplied material.




 printer friendly version
printer friendly version