

End-user details
Name: Tony van der Mescht
Designation: Process Engineer
Company: Premier FMCG
Phone: +27 (0)11 565 4300
E-mail: [email protected]
SI details
Name: Mark Pitout
Designation: Senior Engineer
Company: Schneider Electric
Phone: +27 (0)11 046 1900
E-mail: [email protected]
Product details
Product name and version: PlantStruxure PES V4.0 SP1; Vijeo Citect V7.4 SP2
Vendor: Schneider Electric
Phone: +27 (0)11 254 6400
E-mail: [email protected]
URL: www.schneider-electric.co.za
Application details
Location: Durban, KwaZulu-Natal
Industry: Food and Beverage
Project start date: 2013-01
Project end date: 2016-05
Application: Manufacturing
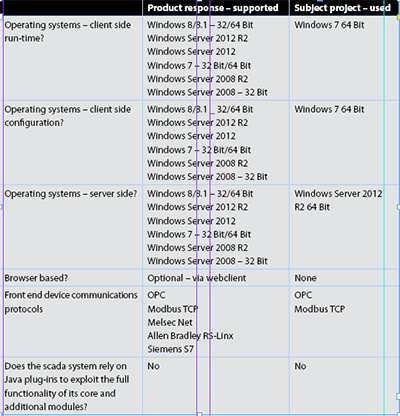
Server OS: Windows 7 64 Bit
Client OS: Windows 7 64 Bit
Application statistics
Tag count: 15 500 variable tags; 1000 trend tags
Updates per day: 6 480 000 (150 tags every 2 seconds)
Disk space for one day’s updates: Undetermined
Physical I/O count: 2300 digital I/O and 150 analog I/O
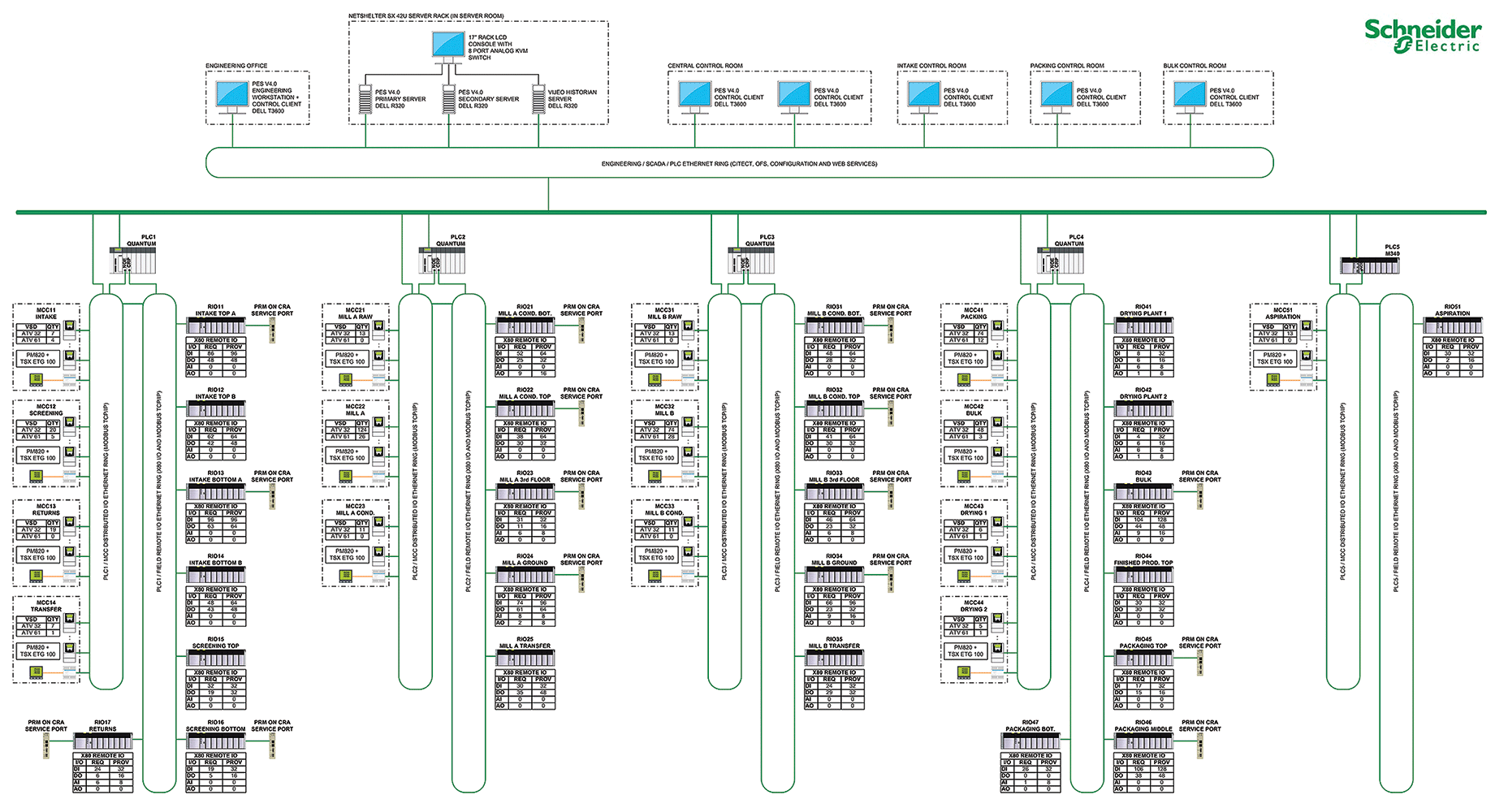
Front ends: 4 x Schneider Electric Quantum PLCs + 1 x Schneider M340 PLC; 530 x Schneider Electric Altivar Variable Speed Drives; 25 x Schneider Electric X80 Remote I/O drops; 15 x Schneider Electric Profibus Remote Master gateways; 53 x Buhler Profibus field control devices; 15 x Schneider Electric PM820 Energy Meters
Licences:
1 x PlantStruxure PES V4.0 Engineering Server
1 x PlantStruxure PES V4.0 Aplication Large
2 x PlantStruxure PES V4.0 Operation Server (Vijeo Citect Servers)
5 x PlantStruxure PES V4.0 Operation Clients (Vijeo Citect Clients)
5 x PlantStruxure PES V4.0 Redundant Operation Clients
1 x Vijeo Historian V4.5
Scada configuration man-hours: Roughly 1200, but this included the PLC application development, because in PlantStruxure PES, the two go hand-in-hand.
END-USER RESPONSES
General
Q: Briefly describe the application including information on any pre-existing control system.
The application is an Industrial control scada and reporting system for a wheat mill that produces various types of flour that is used in our bakeries, sold and distributed via road tankers to third party bakeries, and packaged and sold to retail customers. The system consists of redundant scada servers and clients, connected to multiple PLCs, remote I/O stations and 500+ variable speed drives on an industrial Ethernet network. This system replaced an existing Siemens S5 PLC and Citect scada system. The PLC and scada applications were developed from scratch (no existing code was reused). Switchover from the existing system to the new system was achieved in a multi-phased approach during plant shut-down/maintenance periods (ie small portions of the plant at a time).
Q: What was the primary motivation for the project?
The existing control system was ageing and lack of support and spares for the Siemens S5 PLCs presented an operational risk. We also expanded the plant with the addition of a new wheat mill, which increased the production capacity. As part of this expansion, we decided to replace and modernise the electrical, control and automation systems.
Q: What were the main goals established for the project?
1. Modernisation of the control system based on a proven and mature architecture.
2. Standardisation of control system software based on a proven and mature automation software standard/philosophy.
3. Application of power metering and variable speed drives to monitor, control and optimise energy usage.
Q: In the procurement decision making process what were the primary considerations that influenced the product selection?
PlantStruxure PES was presented to us as a modern engineering tool that would seamlessly integrate the scada and PLC applications, in a standardised way and that would be easy to operate, maintain and expand. Long term backup and support is of great importance to us, that is why we partner with large companies like Buhler and Schneider Electric because they have a large pool of engineering resources and they can provide us with support well into the future.
Q: What Project Management principles and/or methodologies did you employ as end-user to mitigate risk, ensuring the project came out on time and within budget?
Documented control philosophies. Functional design specifications produced by the SI. Control system hardware and software Factory Acceptance Testing before deployment on site. Design change request forms and register to control scope creep. Site commissioning test sheets and acceptance documentation.
Licensing, maintenance & support
Q: How is after-sales support handled on this application?
3 Years Gold Support providing us access to Schneider Electric on-line support portal and software updates and hotfixes. Remote access is provided to Schneider Electric engineers to the engineering and scada servers, via the Internet, by our enterprise IT infrastructure.
Integration, reporting and archiving
Q: Is the scada system integrated onto an intranet or the Internet?
The scada is integrated on our intranet, but not directly to the Internet. Remote access and control is available to limited users on our intranet, from any of our sites in the country.
Q: Does the application include data archiving/historian capabilities with an historical data reporting system?
Yes, a historian is used to archive selected tags to an SQL Server. Reports have been configured to present plant management and accounting staff with the operations and production data from the plant.
Maintenance, reliability and asset optimisation
Q: Have any operational or production benchmarking tools been configured as part of the scada system?
The flow of wheat and flour through each of the plant processes (in tons per hour) is continuously monitored and displayed on the scada. Production and mass balance reports are drawn on a daily basis, by plant management and accounting staff, which indicates the amount of wheat and flour processed by each section of the plant. The reports are flexible to allow analysis over any time frame (eg. hourly, daily, weekly, monthly, annually). Energy consumption (kWh) per volume of production/processing (tons) is also measured and logged by the scada and historian to provide us with energy efficiency data.
End-user conclusion
Q: What was the predominant feature (or features) that made you decide to purchase this scada product over all others for this application?
PlantStruxure PES provides a single platform that seamlessly integrates the scada, PLC, motor control and I/O system on an industrial Ethernet network.
Q: What was the most significant change that you implemented in scada engineering practice/technology in this project?
The main control room of the plant was equipped with a laser-based projector display 5 metres wide x 1,5 metres high on which two mimics were presented that displayed an overview of the entire plant with the state of every control device and selected instrumentation. With this display the operators can observe the status of the entire plant in a single view without paging through several mimics. Another laser-based projector was also installed to project a dashboard type display of plant efficiency and production figures in the plant management offices. This gives management a constant up to date view of how the plant is performing.
Q: What single operational feature most impresses you about the product now that it is in operation?
Operators now have access to the PLC code and documentation (manuals and drawings) directly from the scada via the Runtime Services provided by the PlantStruxure PES server.
Q: What impresses you most about the architecture?
The architecture implemented is mature, has a proven track record and is based on a wide range of Schneider Electric’s Ethernet devices. The architecture is robust through the use of redundant Ethernet ring networks. The architecture is also flexible and scalable, enabling easy expansion in future.
SI Responses
Project details
Q: What tools were used to minimise the man-hours taken?
PlantStruxure PES, with MS Excel import capability.
Q: What human factors were taken into consideration as principles or development standards in the HMI design process?
Mimic declutter functions – ability to hide/display device IDs and additional status symbols and data for all devices on all mimics from a single display configuration window. Optional additional status symbols were added to represent equipment status in a symbolic way rather than by colour, to assist colour-blind operators.
Q: For the graphics development process did you use standard library images, or did you have to draw images from scratch?
50/50 – some existing library images were used, but new images had to be developed to close some gaps.
Q: How would you describe the library of graphic images?
Comprehensive.
Q: What alarm management standards or best practices were adopted in configuring the scada system alarms?
First-up alarming philosophy was applied – in other words: when a particular device trips several control devices in a process only the source of trip generates an alarm (alarms from subsequently tripped devices are suppressed).
Q: What structured processes were followed to determine expected performance under full load, and during abnormal failure conditions?
Application of Schneider Electric Tested Validated and Documented (TVDA) provided a system with predictable and deterministic performance characteristics.
Q: What are the key physical communication layers and communication protocols employed in the system?
Scada/PLC level Ethernet fibre optic ring – conveys OPC traffic. Multiple MCC level Ethernet fibre optic rings – convey Modbus TCP traffic. Multiple field level Ethernet fibre optic rings – convey X80 remote I/O and Modbus TCP traffic.
Q: What is the network speed and communications medium of the slowest link in this project’s scada network?
100 Mbit/s over copper.
Q: What is the network speed and communications medium of the fastest link in this project’s scada network?
1 Gbit/s over fibre.
Q: What levels of redundancy are incorporated in this scada application?
Primary/standby scada I/O, alarm, trend and report servers. Recipe and setpoint databases are stored on a central data server but duplicated to all scada machines during runtime, so even if the central data server is offline, each scada machine still has a local copy of the databases and the plant can continue to function.
Project management
Q: What Project Management principles and/or methodologies did you as SI employ to mitigate risk and to ensure the project came out on time and within budget?
Up-front functional design specifications produced for approval by the customer. Factory Acceptance Testing. Design change management process and records. Commissioning test plan and records.
Security and data protection
Q: How have authentication, authorisation and role management been configured?
Each scada user is assigned a personal user account on a Windows Domain Controller on the customer’s enterprise network. The roles and access privileges are assigned to the various user accounts. The scada accesses the Windows Domain Controller to authenticate each user and grant them the appropriate access according to their assigned roles.
Q: Does the design make provision for a DMZ and firewall segregation of process (scada) network and business networks (LAN, WAN, GAN, Internet, etc.?
No DMZ is defined, but security is provided by the customer’s IT strategy, which includes routing, VLANs and traffic filtering.
Q: What configuration backup and data archive backup methodologies have been adopted?
Recipes and control system setpoints are backed up to DBF files on a central data server. PlantStruxure PES provides a single file backup function, which packs the entire configuration database, PLC applications and scada applications into a single archive. Backups are made ad hoc – i.e. not on a regular or scheduled basis.
Maintenance, reliability and asset optimisation
Q: What steps were taken to address maintenance, reliability, asset optimisation and/or continuous improvement aspects relating to this system?
Energy metering is available at almost every level of the plant, from an overall plant level right down to device level. This energy metering is compared to the throughput of the plant and can be used to determine if any part of the plant is degrading in terms of efficiency. The customer’s operators can use this as a tool to schedule maintenance and to optimise the plant over time.
SI conclusion
Q: What impresses you most about the architecture?
The architecture is based on Schneider Electric’s Tested Validated and Documented Architectures (TVDAs). This means that the architecture has been developed and matured in a laboratory environment, it has been pressure tested and the performance characteristics have been benchmarked. It is an architecture with inherent redundancy making it reliable. The architecture is scalable and can easily be adjusted to suite larger and smaller applications.
Q: What impresses you most about the engineering/configuration aspects of the product now that it is in operation?
PlantStruxure PES drives the development of PLC and scada applications in a standardised and structured way. Once the templates and standards are established it is simple to roll out these templates and standards on a large scale. However, this strong drive to structure and standardisation does not reduce flexibility. PlantStruxure PES remains flexible enough to easily incorporate custom code for non-standard scenarios. PlantStruxure PES is also scalable and can be used to engineer any size of automation solution ranging from very small and basic to large and complex, using any of Schneider Electric’s M340, Quantum and M580 PLCs.
Q: How would you rate the ease of use of the historical reporting system?
Vijeo Historian is fairly simple to configure for historising tags and extracting the raw data in the form of trends. However, transforming the raw historised data into meaningful reports requires in depth knowledge of Microsoft SQL Server and SSRS.
Vendor responses
Product
(Table 1.)
Q: Vendor comments on product/modules?
PlantStruxure PES is the new innovative Process Expert System designed to meet the demands of today’s production facilities in hybrid segments. Through a “configure once philosophy” PES enables to design a control system based on Modicon controllers: M340, Quantum & M580 and a supervision system based on Vijeo Citect and to set up of the communication implicitly through OPC server (OFS) with a single environment,. The design is object oriented configuration thanks to ready to use libraries of objects (process, Schneider devices, application and segment libraries). More Intelligence during operation, thanks to a consistent user interface for the operators from the object libraries and navigation within the control system through the runtime navigation services (RTNS).
Operating systems/VMware
(Table 2.)
Licensing, maintenance and support model
Q: What sort of licensing agreement options are offered?
PlantStruxure PES engineering licences are tailored to the size of the application in categories small, medium, large and extra-large. PlantStruxure PES runtime licences (Vijeo Citect) are tailored to the tag count and architecture of the application – i.e. separate floating licences for servers, clients and web clients.
Q: Are licences sold outright or subject to periodic (e.g. annual) renewal?
Licence is a once-off purchase for a particular version.
Q: What upgrade agreements are offered?
Patches and service packs for particular versions are free. Upgrading from one version to the latest version requires the customer to enter into a support agreement.
Technology incorporated
(Table 3.)
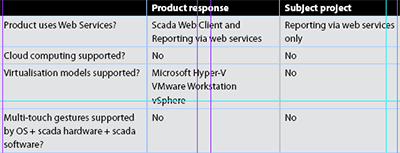
Q: What native historical data reporting options are available?
Vijeo Historian incorporates built-in interfaces that use MS Reporting Services on top of an MS SQL database.
PLC configuration and programming
Q: What capabilities does the scada offer in terms of generation and/or management of PLC configuration files or PLC application code?
PlantStruxure PES generates PLC code and tags and scada tags and graphics from structured and standardised application templates. The entire plant is modelled in a database driven engineering environment by instantiating these application templates. As the plant is maintainted and evolved after project delivery the plant model is updated PlantStruxure PES and changes are deployed on-line directly to the PLC and scada systems from within PlantStruxure PES. PlantStruxure PES is therefore a single environment for engineering, operation and maintenance, of the entire automation system.
Security and data protection
Q: If the scada system generates application files that are transferred to the PLC, how are PLC virus attacks prevented in this process?
Achilles Level 2, ISA Secured certifications ensure a high level of security against malware, spyware, and virus attacks. Firmware integrity checks conducted at every startup. Real-time system integrity checks are conducted by several mechanisms included in the M580 ePAC system.
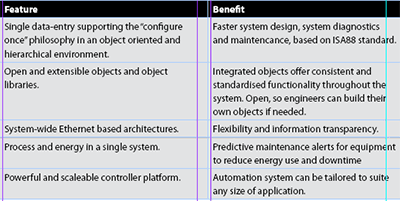
Unique selling proposition (USP)
Q: List the top five feature/benefit pairs that contribute to this product’s USP.
(Table 4.)
To view the unabridged version of this scada review, please visit http://instrumentation.co.za/+J992
| Tel: | +27 11 254 6400 |
| Email: | [email protected] |
| www: | www.se.com/za/en/ |
| Articles: | More information and articles about Schneider Electric South Africa |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version