

Using a unique machine concept, Belgian machine builders, CNC Solutions and Calvet, are automating previously manual processes in aluminium window and door production. High-performance drive technology, motion control and the AA3000 electric cylinders from Beckhoff proved crucial in equipping the machine with the necessary finesse when pressing the window frames.]

Zellik-based machine builder, Calvet aimed to extensively automate various processes in window and door production with a new machine concept. “Together with CNC Solutions, a machine builder specialising in customised systems like Calvet, and the specialists from Beckhoff, we were able to bring this sophisticated concept to life,” explains Stefan Nees, managing director of Calvet.
Quality and productivity boost in window construction
Until now, the method of joining aluminium window profiles has involved corner presses. A number of manual steps are still necessary in advance, requiring production teams to exercise great care to ensure the final quality of the window or door frame. “We have combined and automated these manual steps, namely assembly, gluing, pressing, checking and polishing, at a central workstation,” notes Nees.
In the future, the operator will place the window frame profiles on a mover. Sensors then check that the correct parts have been inserted and that they fit together. Once approved, the profiles are positioned, clamped over brackets and then pressed together with the required force. “This automated process allows us to raise the bar in terms of quality and really boost the efficiency of our window production.”

Three electric cylinders make one gripper
In addition to quality and productivity, flexibility was another top priority for the machine specifications. After all, there are various profile types, pressing positions and bonding techniques to consider. This is why two 6-axis robots serve as the core of the installation. Depending on the size of window being produced, which ranges from 300 to 4500 mm, the robots are positioned and ready to automatically pick up the corresponding tool for each production step. “What really sets our process apart is the special gripper for pressing the corners together,” explains Nees. “Three AA3000 electric cylinders with spindle drives form the basis of the gripper. By evaluating the currents and torques of these drives, we were able to give the machine a sense of the pressing force and control it dynamically.”
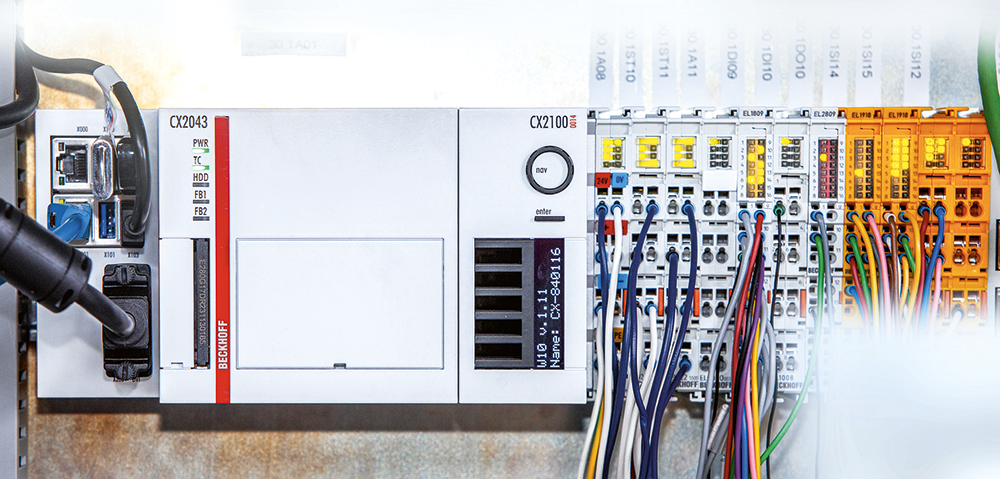
It is no coincidence that CNC Solutions uses PC-based control and other components from Beckhoff for the machine. Nees explains, “We switched to the Beckhoff platform and CX2043 embedded PCs as standard controls around two years ago because we were constantly having availability problems with our supplier at the time.” CNC Solutions also uses Stäubli robots as standard, which can be integrated and efficiently controlled via EtherCAT and uniVAL drive. “Changing the control technology is not something that can be done overnight,” says Nees, “but with application engineer Maarten Knevels by our side, we always had a true expert on hand.” As many as seven machines with PC-based control are now being used by customers. “Our application engineers provide support during the transition period to ensure a seamless launch, and even help existing customers to implement new technology,” adds Cédric Sabbe, account manager at Beckhoff Belgium.
In addition to the robots, 15 CNC axes (AM8000 servo motors and AA3000 electric cylinders) are controlled via TwinCAT 3 and the AX8000 multi-axis servo system. Calvet and CNC Solutions also use EtherCAT terminals along with numerous EtherCAT box modules with an IP67 protection rating to read the signals and control the actuators, which are mounted directly on the movers. Sabbe notes, “The compact drive system coupled with the OCT connection technology of the servomotors has facilitated a space-saving and swift installation.”
Flexible combination of robots, CNC and motion control
“The major challenge of this project was to ensure every last process was perfectly coordinated,” says Nees. This is precisely where TwinCAT 3 NC PTP, NC I and CNC came into play to manage the demanding coordination of all axes. The operator receives instructions for order setup via the CP2918 control panel and can use it to track machine operations. The order data is loaded from the central order management system via a barcode on the window profiles.
The first system has been set up at a window manufacturer in Brussels, where the machine is being put through its paces in the field. “This practical feedback will help us to develop the prototype even further into a high-performance standard machine,” concludes Nees.
| Tel: | +27 11 795 2898 |
| Email: | [email protected] |
| www: | www.beckhoff.com |
| Articles: | More information and articles about Beckhoff Automation |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version