In several previous articles in this series and in the Case History series, numerous examples of level control have been discussed, including methods for tuning level loops. Throughout these discussions, the focus has been on achieving a relatively quick tuning response, often referred to as “tight control.”
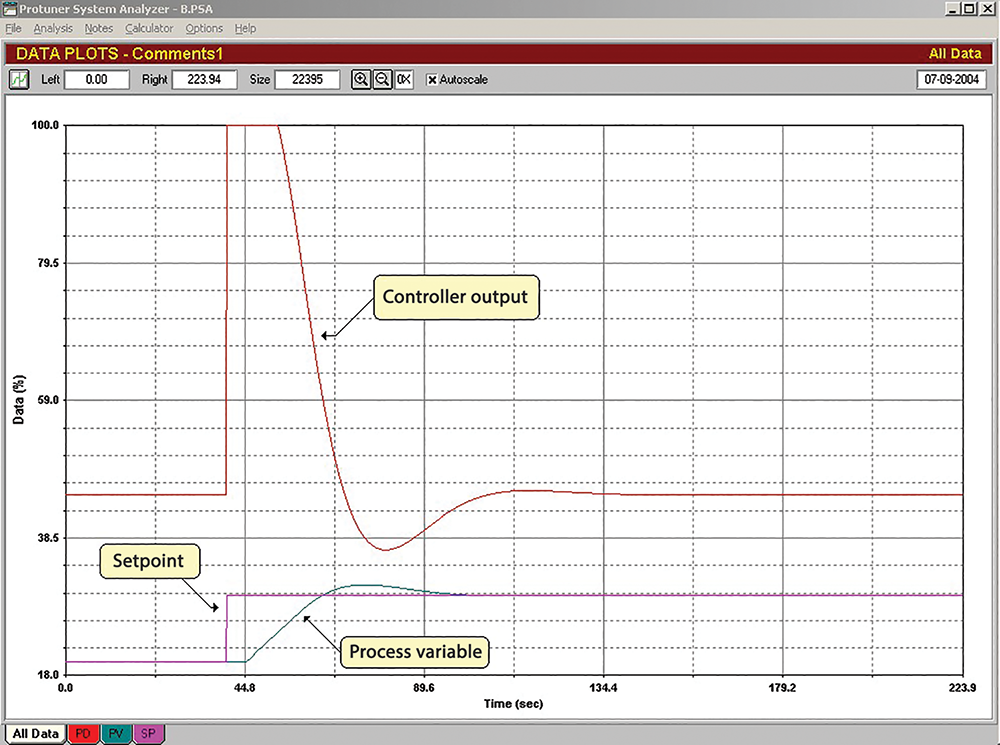
An example of a level loop tuned this way and responding to a step change in setpoint is shown in Figure 1. Because of the low process gains inherent in level processes, one generally needs relatively high controller gains in order to get a fast response. In the test shown in Figure 1, the controller had a gain of 10. Therefore, when making a step change in setpoint, the output of the controller will immediately give a big step, and in many cases will immediately fully open or close depending on the situation.
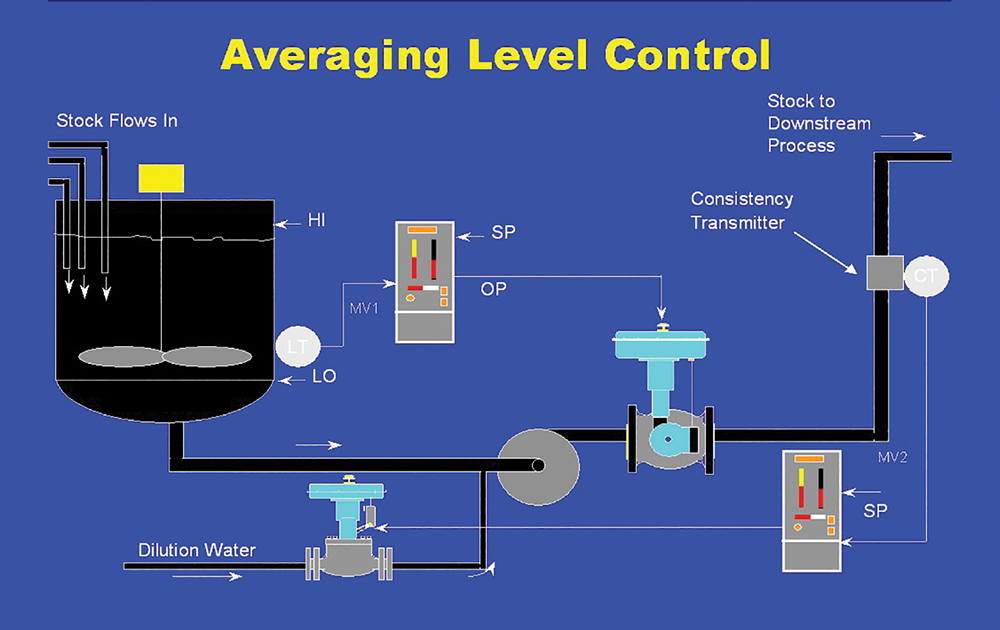
There are many processes in various plants where it is very undesirable for the load to suddenly change quickly. An example taken from the paper industry is shown in Figure 2. A blending tank is shown where the various pulp stocks used in the recipe for a particular type of paper are mixed. The blended mixture is pumped out of the tank to the next stage in the paper-making process. Downstream from the pump, there is a transmitter measuring the consistency of the pulp. This transmitter feeds a controller that controls the consistency of the pulp by adjusting a water dilution flow into the pipe before the pump. Good consistency control is important in paper manufacture. To help achieve this, it is desirable that the flow of pulp out of the blending tank be held as constant as possible. If the flow were to jump around, it would be very hard for the consistency control to keep up. A valve downstream from the pump is used to control the level in the blending tank. Now, if its controller was tuned with a high gain like around 10, as in the example shown in Figure 1, the chances are high that the valve would move around quite a bit and the consistency would then probably suffer accordingly. Now, in the case of a blending tank, it is not actually important to keep it controlled at a particular point. It will not affect things if it moves around. It is far more important to keep the flow out of the tank constant, rather than control the level. So why do they use a level controller? Why not put a flow controller in instead? There are two reasons. Firstly, the blending tank must not be allowed to overflow, and secondly, it must not be allowed to run empty, which would result in pump cavitation. To achieve this and allow some safety factors, we could then specify the control requirements as:
• At a 90% level, the valve must be fully open.
• At a 10% level, the valve must be fully closed.
• In between these levels, the valve should move as little as possible.
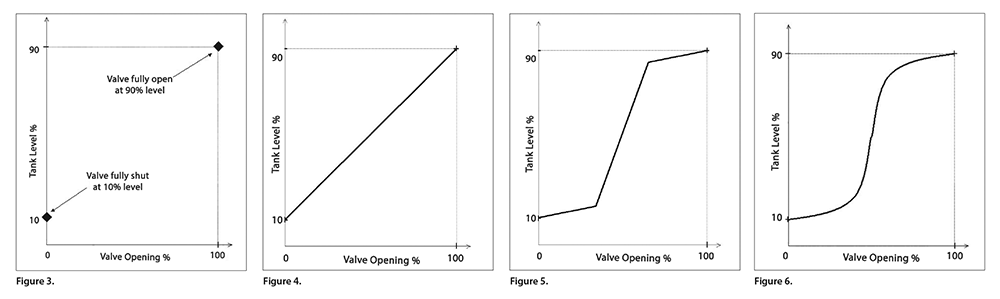
The first two requirements are shown graphically in Figure 3.
To try and achieve all three requirements, many of the manufacturers have come up with a variety of relatively fancy controllers. Some of them, like notch gain controllers or error squared on gain controllers, are standard blocks in many of the DCSs. However, they usually give little information on their use, and I have found very few people who know what they are for or how to use them. I am typically asked how one tunes such a controller.
In my opinion, one should generally not use a controller at all for this application. The one exception may be in cases where an integral is needed to slowly bring the level back to a particular level. I believe controllers used in this application create a great deal of confusion amongst plant operating personnel.
The reason for this is that you do not actually want to control at a particular setpoint. So, if you do set the controller up properly, the chances are that the process will never be at setpoint, and this worries most operators. They have been brought up to believe that a controller is only working correctly if the process is on the setpoint.
So what happens in most plants I have been in is that they complain to the Instrumentation and Control department, and an instrument technician or mechanician goes out and retunes the controller to operate quickly, thus destroying the desired control strategy. As mentioned in previous articles, I have found that the average instrument technician and mechanician do not understand the process and the control requirements.
What I would suggest is that the controller be dispensed with entirely, and that the operator be provided with a level indicator only. If the operator must be able to control the level valve manually if necessary, then an auto/manual hand station can also be provided.
To achieve the control requirements, one connects the valve to the transmitter via a curve-shaping block (like a polynomial or a look-up table). The simplest method of programming the block is by joining the two endpoints with a straight line. This is shown in Figure 4. Basically, it works just like a ball valve that operates between 10% and 90% of the tank level. Thus, if the level rises, the valve starts opening until it is fully open at 90%, and vice versa for a falling level.
This is still not good enough in some applications where the valve movement may still be too much if large load changes occur. One method of overcoming this is to use a non-linear relationship in the shaping block instead of a straight line. One simple method is to use a graph like the one shown in Figure 5. This type of shape is sometimes referred to as ‘notch gain’ control. With this method, the valve will move very little over most of the tank level, but will move faster when the level starts reaching the extremities.
Another method (which is also very effective) is to use what is sometimes referred to as an ‘error cubed’ shaped graph, which is illustrated in Figure 6. This is similar to the notch gain, but has a much smoother transition from slow to fast. To calculate the graph, one takes the cube of the deviation from 50% level.

About Michael Brown
Michael Brown is a retired specialist in control loop optimisation, with over 50 years of experience in process control instrumentation. His main activities were consulting and teaching practical control loop analysis and optimisation. He presented courses and optimised controls in numerous plants in many countries around the world. Michael is continuing to write articles based on the work he has done, and his courses are still available for purchase in .PDF format. He is still handling the sales of the Protuner Loop Optimisation software. He is happy to answer questions people may have on loop problems.
Contact details: Michael Brown Control Engineering CC,


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version