

ABB is launching a new digital suite of applications for hoist monitoring and optimisation, now rebranded to ABB Ability Smart Hoisting, which opens it up for further integration to other cloud solutions and extended offerings that significantly increase the operational performance and reliability of mine hoists. The new digital suite is an important milestone in the company’s ambition to transform predictive maintenance for mine hoists. With new features such as ABB Drive System Monitoring and new key performance indicators (KPIs), ABB is opening the door to an entirely new level of mine hoist optimisation services for customers.
The traditional predictive maintenance approach relies on manual data collection and analysis over a short period of time. Intermittent issues can stay hidden or be identified only later, giving subject matter experts (SMEs) little time to program interventions exactly when needed. Additionally, manual collection and data analysis consume a significant amount of time for SMEs, preventing them from focusing on strategic performance management tasks.
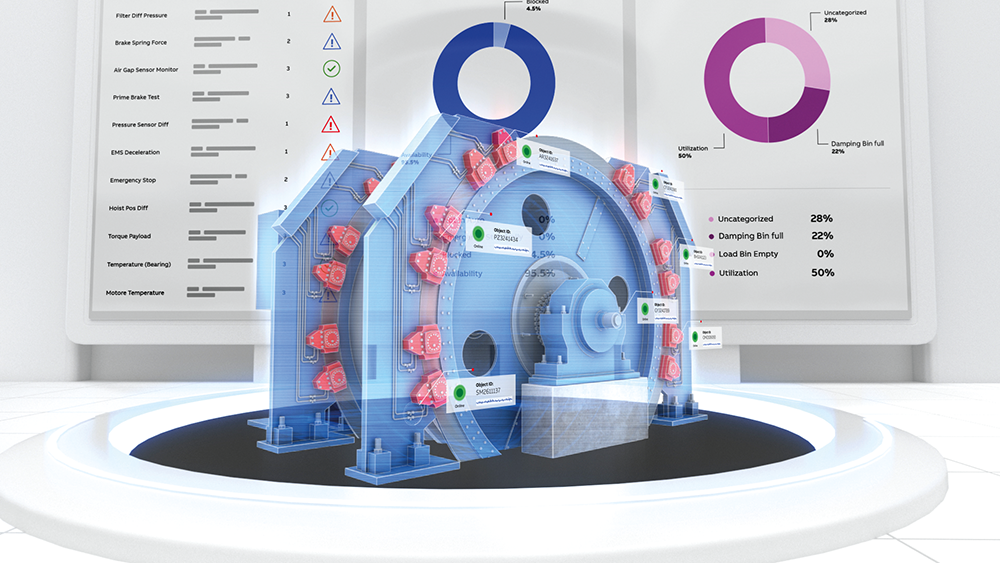
ABB Ability Smart Hoisting is designed to significantly improve the uptime, availability, reliability, performance and productivity of hoists. By incorporating advanced monitoring features, the system provides actionable information on critical KPIs, ensuring better decision making, and optimisation of hoisting operations. The automatic collection, monitoring and analysis of data will enable mining companies to increase production performance, identify potential functional safety hazards, and optimise maintenance scheduling.

The combination of innovative features and improved cybersecurity makes this solution a unique and valuable tool in the underground mining industry. Its predictive maintenance capabilities help increase standards and drive innovation, leading to more sustainable and profitable mining operations.
Improved productivity in mining operations can lead to increased economic growth, job creation, and overall regional development. Additionally, proactive maintenance and hazard identification contribute to a safer and more environmentally responsible mining sector.
“The new and enhanced Smart Hoisting solution offers a step change in the operational performance of mine hoists,” said global service manager, Charles Bennett. “From improved uptime, reduced environmental footprint and increased monitoring services, this new solution brings enormous benefits to the industry at an important time. Through the integration of predictive maintenance and advanced monitoring, the evolved ABB Ability Smart Hoisting solution marks a pivotal milestone in redefining the performance benchmarks for mine hoists. This transformative solution addresses industry challenges comprehensively, fostering heightened uptime, sustainability and operational resilience.”
The key features of the new Smart Hoisting solution include:
• Predictive maintenance: The Smart Hoisting solution serves as a predictive maintenance tool, allowing customers to identify and resolve potential issues proactively before they escalate. This reduces downtime, increases operational efficiency and minimises maintenance costs.
• Advanced monitoring capabilities: The solution includes drive system monitoring, and KPIs that provide actionable insights for better decision making and optimisation of hoisting operations.
• Enhanced cybersecurity: With improved cybersecurity measures in place, ABB ensures the safety and integrity of customers’ mining operations, protecting them from potential cyber threats and vulnerabilities.
• Comprehensive solution: The Smart Hoisting solution addresses multiple customer challenges simultaneously, from increasing uptime and performance, to ensuring safety and efficient maintenance scheduling. By providing a holistic approach to mine hoist optimisation, ABB empowers customers to achieve better results, save time and resources, and ultimately improve their bottom line.
ABB has been a leader in developing world-class hoisting solutions for over 130 years. Powered by electricity, with the possibility to run off renewable energy sources, hoists are very much a future-forward solution for enabling the sustainable transformation. To date, ABB has delivered over 1000 hoisting solutions globally. As a supplier of complete mine hoist systems, ABB can help customers benefit from low lifecycle cost, high reliability and system availability, short project execution time, and a single source of supply for complete systems, including service and spare parts.
| Tel: | +27 10 202 5000 |
| Email: | [email protected] |
| www: | www.abb.com/za |
| Articles: | More information and articles about ABB South Africa |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version