


Do you follow a differentiation strategy to beat your competition or is one of your business drivers to save cost and to increase profitability? Are there certain legal requirements that you need to comply with in terms of the products that you offer? These are well known strategies - operational drivers and operational challenges that are shared by many companies in the mining, minerals, metals, manufacturing, pharmaceutical and food and beverage industries amongst others. Quality management can impact all these aspects positively.
Reducing wastage as a result of product non-compliance results in cost savings, increased productivity and profitability. Apart from the financial benefits of improving process quality, certain quality specifications are a legal requirement, and superior quality differentiates products from competitors.
Sampling
Companies from sectors as diverse as mining, minerals and metals, food and beverage, pharmaceuticals, power generation and general manufacturing, all make use of sampling as one of the tools to manage quality. Manufacturing processes all have a certain natural variability, but even with the natural variability, manufactured products still need to stay within the product specification limits.
Should something go wrong with the manufacturing processes, materials or equipment, the process variance can change and become larger, or the mean of the variance can shift higher or lower. This leads to producing products that exceed the product specification limits. Exceeding the product specification limits results in poor quality products and defects. Sampling will be able to detect the bad quality and defects, but at that stage it is already too late.
What if predictive analytics can be used to detect an anomaly in time to prevent any out of specification production? Implementing real-time statistical process control (SPC) will not only solve these problems, but also take manufacturing processes to the next level. Real-time SPC incorporates predictive analytics that makes use of statistics, trends, rules and patterns to predict that something might go out of specification before it actually happens, and alerts operators of the situation in real time. This allows issues to be resolved before they become problematic, saving valuable process downtime and product wastage.
How to implement real-time SPC and what are some of the details involved?
The natural variations of processes are to be expected, and are referred to as common cause variations. Abnormal and unexpected activity in the manufacturing process is referred to as special cause variations. Real-time SPC is used to detect the presence of special cause variations. Usually, alerts are set that would trigger and inform the operators to intervene.
Real-time SPC is an integral element of modern industry-leading manufacturing execution systems (MES), and all the functionality required is provided as a configurational solution. The main components of real-time SPC include automated sampling, control charts and rules.
Automated sampling
Automated sampling is made possible by integrating to field devices such as weigh scales and loadcells, pressure and temperature transmitters, or any other automated measuring device. A sample plan is configured in the system, specifying sample size and frequency. Relatively small sample sizes between 4 and 5 are normally used, and the frequency will depend on the speed of production. The higher the production speed, the higher the sampling frequency will be.
Control charts
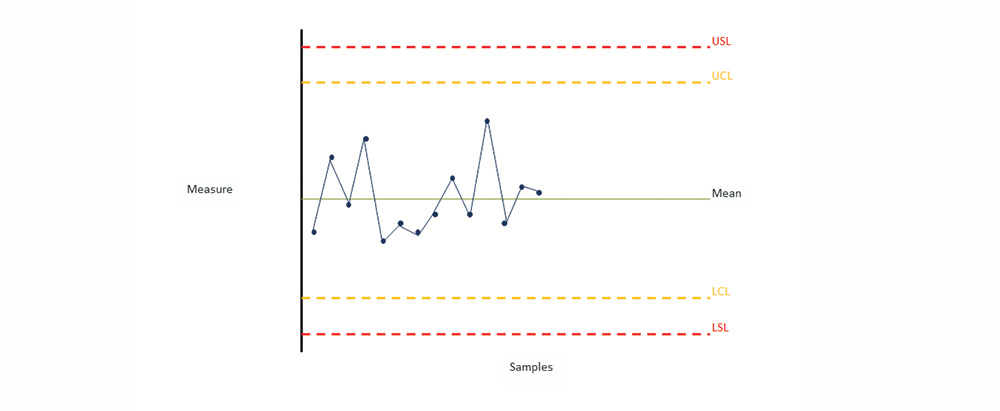
Once automated sampling starts to collect data according to the sampling plan, control charts (the most popular being Xbar and R Chart) are used to monitor and visualise the manufacturing processes for consistency. The control charts expose the variance of process output as they unfold over time.
The graphs compare the variance against upper and lower statistical control limits to see if the process fits within the limits. The manufacturing processes that fall within normal variation levels (control limits) are considered to be in control, and processes outside of the variation levels are out of control. Therefore, upper and lower control limits (statistical limits) should always fit within a product’s specification limits.
Both the upper and lower control limits will only be exceeded if a special cause variation occurs.
Rules
Rules define conditions that indicate special cause variation. Standard rules include the Western Electric and Nelson rules that specify the guidelines to monitor the manufacturing process by detecting shifts and patterns. Custom user-defined rules can also be added. The rules are used to visually indicate that a problem condition is developing, and also to send automated alarming, messaging and notifications to operators. The standard rules will detect patterns that develop while the system is still in control, for example a trend develops where subsequent points keep on increasing or decreasing, or when a prolonged bias exists where several subsequent points fall on the same side of the mean, or when oscillation occurs where subsequent points alternate around the mean, to name a few. This will allow for early intervention. The rules will also detect when points fall outside of the control limits, indicating an out-of-control process.
Practical application
An alcohol beverage company needs to ensure the alcohol content remains consistent throughout the manufacturing process. Real-time SPC solutions would automatically monitor the alcohol content across the various manufacturing lines (beer, cider, wine, whiskey, etc.), ensuring the process remains acceptable and in control, and alerting the operators when special cause variance is detected. Similarly, filling bottles and measuring weight are typical examples where the process needs to be consistent. As soon as the product specification limits are exeeded, the products are considered defective; in a regulated environment, they cannot be sold. Out-of-control processes will lead to increased wastage and costs.
Traditionally, manufacturers could only see what was ‘in specification’ or ‘out of specification’. With modern MES systems that offer the value of real-time SPC, operators and plant managers can view these insights in real time and detect the slightest move in the process. Results are provided on a dashboard in an easy to interpret graphical format. There is no manual intervention (for example, operators who need to take samples) other than configuring the software. Modern MES systems leverage off data from various sources such as scada, PLCs, and DCS systems, or even from field devices directly, to provide insight. Once the data is collected (not manually), the real-time SPC rules can be applied, leading to improving the manufacturing process, and resulting in quality-consistent products always in specification, and ultimately achieving ROI.
Real-time SPC detects the special cause variability early in manufacturing processes, leading to more consistent processes and products. Continuous improvement is also a significant benefit of real-time SPC, as the variations of processes can be continuously altered and adjusted to meet output requirements. Another powerful benefit of real-time SPC is the predictive analytics capabilities, made possible by the standard rules that are used to detect patterns and shifts in the process, and which are embedded into various industry-leading MES systems. Automated measures such as weight, thickness, percentages, temperature and pressure are all variables that can be monitored with real-time statistical process control.
Conclusion
The benefits of real-time SPC are plentiful, but the immediate value is the ability to predict and prevent defects before they happen. By implementing real-time SPC, next level process monitoring is enabled, resulting in more product, efficient manufacturing processes and less wastage.
| Tel: | +27 12 349 2919 |
| Email: | [email protected] |
| www: | www.iritron.co.za |
| Articles: | More information and articles about Iritron |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version