As I have often mentioned, many people do not know how to set up control on PLC/scada systems properly and errors in control and measurement often result.
Admittedly I have found similar problems in DCS control systems, but much more rarely. I think this is because DCS systems are usually found in plants where there is a strong control ethos and people in the manufacturing teams have a better understanding of control and measurement. Also, DCS systems have many more safeguards built into them to prevent users making mistakes than do most PLC/scada systems.
Problems with a nitrogen flow control loop
The example given in this article illustrates some mistakes made by the system integrators and control engineers at a metals extraction plant that used a well-known make of PLC and scada for its controls. The C&I; staff in the plant had not picked the errors up and had been working for years with the problems. The loop in question was an important nitrogen flow control feeding an hydrogen sulphide reactor.
Whenever one optimises a control loop, it is essential that you first discuss the control in its entirety with the people who look after the control side of things, as well as with the people who really understand the process. In many plants they are the same people, but often I find that people on the control side do not really understand the process and vice versa, people on the process side often don’t understand controls.
Typically, we investigate and discuss the following:
1. Details of the process.
2. The configuration of the control loop.
3. The control strategy.
4. The purpose of the control.
5. How quickly the control must react. For example, sometimes they want it as fast as possible, or maybe it must be kept slow so as not to disturb things downstream. Sometimes it doesn’t really matter and it is fine if it operates mostly in the right region.
6. What external factors can affect the control and can this loop affect other controls or processes?
7. Details of the measuring system.
8. Type of valve.
9. Problems that are being encountered with this control.
In the case we are discussing here, the two main problems encountered by the operators and process engineers were firstly that the readings didn’t tie up with laboratory measurements and mass flow balances and secondly, the control was not satisfactory, being slow and hardly ever getting to SP (setpoint).
On investigating, it was discovered that the range set in the PLC was incorrect. The actual flow transmitter range was set to 0-1125 m3/h, but the figure that had been programmed into the controller’s PV (process variable input) was 0-1200 m3/h. On top of this, the transmitter signal coming into the PLC was first divided by 1,25, as the process people wanted to see a mass flow range of 0 -900 Nm3/h and not volume flow figures. This explained the discrepancy observed by the process people.
The next problem observed was that the flow signal was running at about 5% of the full-scale reading. This is potentially very bad. As a rule, very few flow measurements are accurate and reliable so low down in the range and may even be incorrect, which does depend on the type of measurement and the transmitter’s rangeability. Unfortunately, at the time of the testing, no one was available who could advise on the details and specification of the transmitter.
Optimising the loop
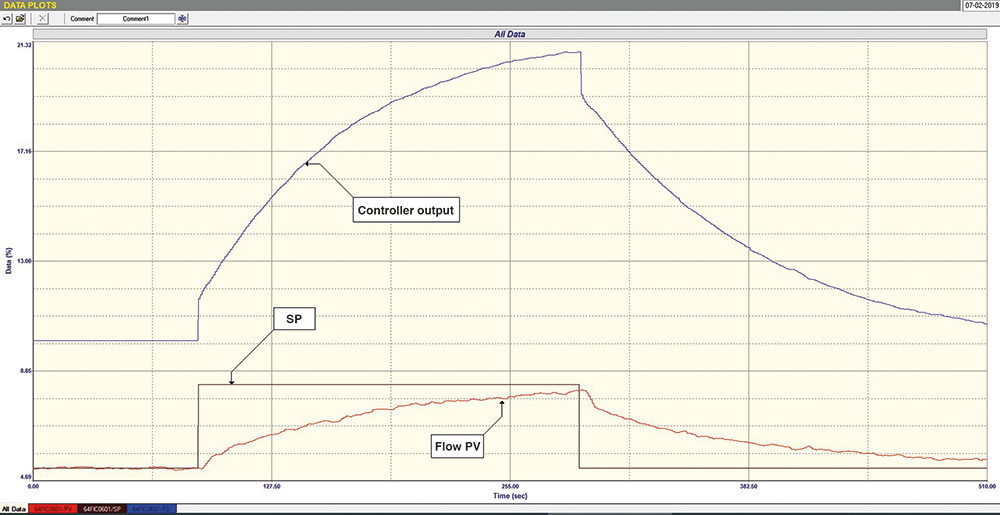
The first live test carried out on the loop is nearly always a closed loop test with ‘as found’ tuning, where setpoint changes are made on the loop with the original tuning (in this case P = 0,5 and I = 10 sec/repeat). There was also a lag filter with a time constant of 2,45 seconds inserted in the PLC before the PV input to the controller. The test is shown in Figure 1 and the following observations were made:
• The transmitter is working far too low down as discussed earlier.
• The tuning is incredibly slow and takes far too long to follow setpoint.
• Although the filter is relatively small there is no need for it, as filters introduce other problems. (Discussed in other articles).
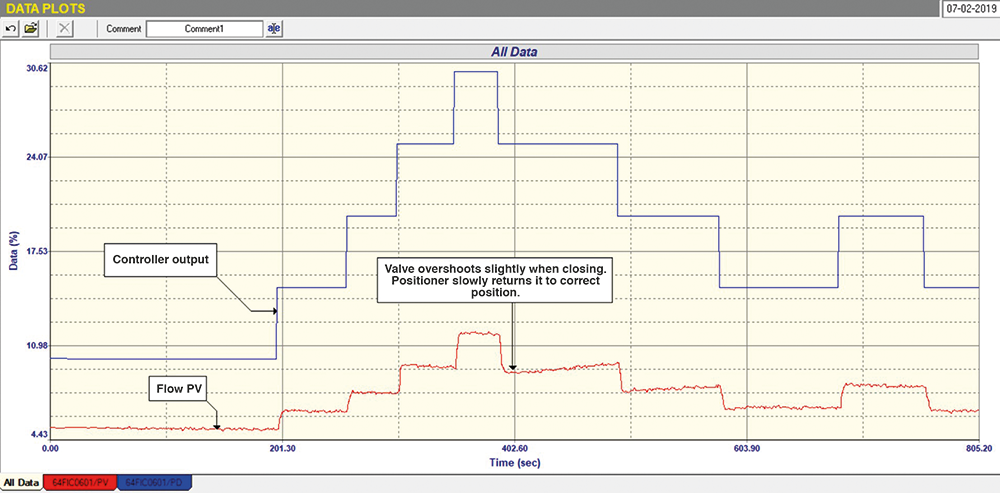
The open loop test (in manual) is shown in Figure 2. The filter has been removed. It can be seen that:
• The process gain (the ratio of the steps in PV to PD, the controller output) is about 0,3, which would indicate the transmitter is probably over-spanned by a factor of three.
• There is very slight non-linearity in the installed characteristics, which is not serious.
• The valve has an overshoot when moving in the closing direction. This is not particularly serious but could cause a stick-slip cycle when the loop is in automatic with better tuning. Possibly it could be eliminated by tuning the positioner a little better.
• Apart from this the valve is working very well.
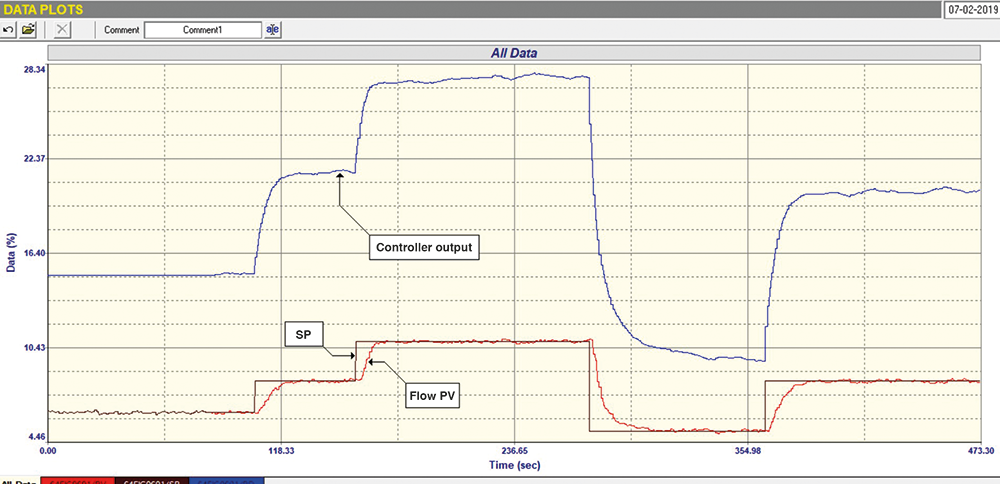
The controller was then tuned using the largest step in PV (for safety). The Protuner gave a medium tune of P = 0,4, and I = 1 sec/repeat.
The final closed loop test with the new tuning is shown in Figure 3. It can be seen how well the control now works and it is about 15 times faster than the original tuning. This is an example of what we often find when performing loop optimisation where lack of knowledge of the practicalities of control results in underperformance and in this case, imparting incorrect information.
About Michael Brown
 Michael Brown.
Michael Brown.
Michael Brown is a specialist in control loop optimisation with many years of experience in process control instrumentation. His main activities are consulting and teaching practical control loop analysis and optimisation. He gives training courses which can be held in clients’ plants, where students can have the added benefit of practising on live loops. His work takes him to plants all over South Africa and also to other countries. He can be contacted at Michael Brown Control Engineering,
| Email: | [email protected] |
| www: | www.controlloop.co.za |
| Articles: | More information and articles about Michael Brown Control Engineering |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version