

It always amazes me that so few people really understand the workings of their feedback controllers. In my dealings over 30 years with probably thousands of people in the process control field, I have met only a handful who really understand the practicalities of the control blocks. The reasons for this are probably:
1. Most academic institutions teaching control go into the mathematics of controllers, but don’t teach anything about the practical side.
2. The manufacturers themselves who have some very clever engineers who design and build controllers, but apparently don’t seem to understand many of the practical problems that occur in the field.
3. I have yet to find a manufacturer of controllers who provides a manual on their controllers, and on all the different features they incorporate, which is easily understandable to the ordinary person. Many are often written by people who only understand the theory behind control and have no practical experience.
4. The manufacturers also don’t seem interested in providing training on how the actual controller works and what the various features are for. Over the years I have had engineers from some of the top controller providers and manufacturers on my courses who say they had no idea of the practicalities of controller use. I once approached several manufacturers of controllers about this, but they were not interested. One senior executive of one of the biggest manufacturers actually said that it wasn’t their job to teach people how controllers operate, even though I pointed out that each manufacturer makes their controllers differently.
Feedback control in PLC systems
Another problem that has arisen in the past few decades is due to the introduction of feedback controllers into PLC systems. Previously these controllers were built by companies that had specialised in process control over many years and had a good understanding of feedback control in the plant. They incorporated this knowledge into their DCS systems when computerised control came into being. Even to this day, I seldom find many problems with controllers on these systems. They incorporate all sorts of safeguards to prevent users from programming and using controllers incorrectly. However PLCs came from manufacturers of logic on/off control systems, and they had little understanding of feedback controllers.
Most PLC controllers have to be set up by the user, who incorporates a basic control block into the PLC programme. There are usually few safeguards and as previously mentioned, the people who do the PLC programming usually set up the controllers badly. The first thing I always do when working in a plant using PLC control systems is to check the workings of the controllers. I find that over 85% of such plants have set them up incorrectly. This results in bad control, or even no control. (I always remember one large platinum concentrator using PLC controls that effectively ran in manual for 8 years because the controllers actually didn’t operate correctly in automatic). Many are set up incorrectly so that scientific tuning is not possible.
In recent years, a few of the PLC manufacturers have started incorporating actual DCS software from their DCS divisions into their PLCs. Generally these PLC control systems work much better, but even so, they still leave things open for the user to play with, or set default settings incorrectly so the users run into problems. The example given below is of such a control system in a very well-known and popular make of PLC. The actual plant was for mineral extraction processing, but two serious problems were occurring:
1. When a controller is in manual it is desirable to prevent bumps from occurring when switching back to automatic. This is known as ‘bumpless transfer’. In the plant in question, what happened was that the controller switched its output immediately to zero when the switch occurred, before automatic control took over. This can and did cause serious problems with huge bumps often occurring on switchover.
In another plant I was once working in, it actually caused an explosion as the valve was never supposed to close. In this case it made tuning of slow level loops extremely difficult as one must perform an open loop test to obtain the tuning parameters. If you then switch to auto and the valve closes it can literally take hours for the controller to get the process back to setpoint. To get around this, the manufacturers generally have a tracking device on the output that ensures that the output stays where it is when the switch occurs, and thus prevents such a bump.
2. Most manufacturers also incorporate a ‘balanceless’ feature that prevents bumps due to the fact that the PV (process variable) might not be at SP (setpoint) when switching to auto. This basically prevents the proportional action from acting on the switchover, and allows the controller to bring the PV back to SP under the integral action alone. A further enhancement can be made by using a feature generally referred to as setpoint tracking. This immediately switches the SP down to the PV value when the controller is put into manual. Of course it is then necessary to get the SP back to the correct value when the controller is put back in auto.
Practical example
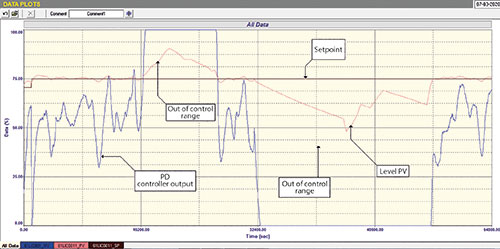
In an example of a very difficult and slow level loop in this plant, the operators had great difficulty trying to control the level. Firstly, most of the time there were huge surges occurring with the flow into and out of the tank where the valve would be at an extremity of fully closed or open. Obviously control is impossible under these conditions. However in the periods where the control could operate it was also cycling badly. It was found that the tuning was completely wrong.
Again it was extremely difficult performing tuning tests due to the bad controller setup, but we did manage it by using some tricks, but it still took the best part of a day to accomplish this. If the controller had worked properly the job would have been done within an hour.
Figure 1 shows the final closed loop test with good tuning. It can be seen in the test, which was recorded over an 18 hour period, that control was only possible in 3 places where the valve could control the flow to keep the level constant. It does show when the surges stopped how quickly the controller could get the PV to SP and hold it there in spite of quite large load changes going on all the time. Once again it is impressive how well feedback control can work if properly applied.
Test your analytical skills
I have done this once or twice previously, where I invite you to test your skill in
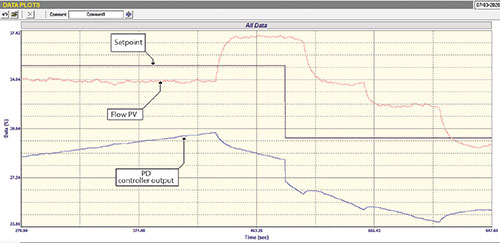
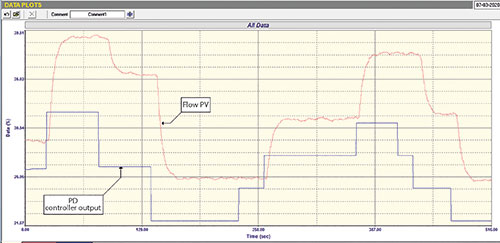
problem solving. The example here is of a simple flow loop. (It has nothing to do with controller setup). Figure 2 is a closed loop test with the controller in automatic with the original tuning (which was P gain = 0,3 and I = 30 second/ repeat). In the test a single SP change was made. Figure 3 is the open loop test (in manual). As you can see, several steps were made on the PD.
Can you deduce the problems that were found from these? If you wish you can email me your conclusions at [email protected]. I will give my conclusions at the end of the next Case History article which will be published in 2 months’ time. I will also include a long term trend showing performance before and after tuning.
Michael Brown

Michael Brown is a specialist in control loop optimisation with many years of experience in process control instrumentation. His main activities are consulting, and teaching practical control loop analysis and optimisation. He gives training courses which can be held in clients’ plants, where students can have the added benefit of practising on live loops. His work takes him to plants all over South Africa and also to other countries.
| Email: | [email protected] |
| www: | www.controlloop.co.za |
| Articles: | More information and articles about Michael Brown Control Engineering |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version