

It is not news that manufacturing and mining companies worldwide are on a quest to rationalise their approach to the purchase of enterprise solutions that address their business as well as their operational information needs. What is new is the way they are stating their requirements. Five years ago one got the distinct impression that companies were made up of lots of little boxes each with its own sense of reality and not much knowledge about what it was doing with regard to achieving the company’s goal on a collective basis. Things are now refreshingly different and one of the reasons for this mind shift is that there are finally solutions to support these new ambitions.
The big picture
The fact of the matter is that companies are collections of little boxes. And that is so ingrained that it is not likely to change in the foreseeable future. But there is a concerted move to make the doors between the boxes much bigger and for the people in one box to understand the needs of their neighbours. This is all being done with the intention that the boxes will become interrelated functions focused on achieving the company's goal of profitability through the delivery of value to satisfied customers - at least that is the way the founder of the company and, hopefully, subsequent CEOs see it. The CFO, on the other hand, sees numbers. If some numbers are not as big as they should be, then whatever caused them is deleted in the hope that the problem will go away. The COO sees production bottlenecks, plant stoppages, inventory imbalances and personnel problems. With these different points of view, it is no surprise that the boxes in many companies seem to be pulling in different directions.
Seeing that manufacturing and mining companies are in the business of creating and maintaining profitable operational processes, one of their main goals is to achieve operational excellence. But what, exactly, is meant by operational excellence? There are several definitions:
* "Maximise capacity utilisation and revenue generation. Ensure that the most profitable and sustainable innovations are delivered." - AMR Research.
* "Decreasing production costs, being able to proactively manage manufacturing and meeting delivery dates are the top three pressures process-oriented manufacturers say they feel that might be preventing them from achieving manufacturing excellence." - Aberdeen Group.
* "A strong and continuing focus on improving business processes creates immense competitive strength." - Gartner:
* "Getting maximum value from all assets - both people and equipment. Primary enablers are: integration, analytics and collaboration." - Microsoft.
* "Operational excellence is achieved when a manufacturing company has streamlined its processes, analysed realtime data to make more informed decisions and put that information to work continuously in managing its operations - not just at the plant or the corporate office, but across the entire organisation that touches the supply and demand chain." - Wonderware.
It is clear from the above that if one is to achieve operational excellence then operational and business processes can no longer be treated as separate entities but as interrelated functional blocks pulling in the same direction - and for that to happen, it is necessary to adopt the concept of realtime performance management (introduced by the ARC Advisory Group).
ARC states: "Most companies have significant potential to boost their productivity and performance through realtime performance management (RPM). The foundation of RPM is the integration of realtime manufacturing data with realtime cost data as a path to operational excellence. Most industry executives do not know how much money they are truly making on a day-to-day basis. Realtime data that comes out of the manufacturing process is typically not integrated with the plant's accounting system in a way that can show realtime economic performance or true plant production potential."
And Gartner has this to say: "Companies that adopt the realtime enterprise (RTE) concept progressively remove delays to the execution and management of their critical business processes. In particular, they capture significant events as they occur, assess their potential to create threats and opportunities and take timely action to defuse threats and exploit opportunities."
To realise this vision, companies are going to have to change the way they set and measure their performance criteria (Figure 1). Traditional accounting will be augmented by realtime accounting, which will measure optimum potential, actual costs and derived benefits because by only measuring asset costs and not their economic benefits, all assets become overheads - people too. Concise information dashboards with drill-down facilities will show actual performance in realtime and provide valuable diagnostic information.
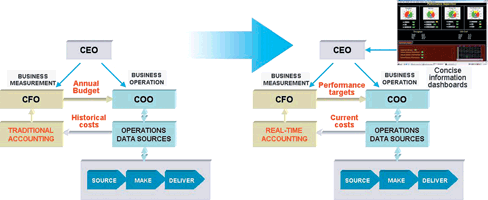
This is not a future vision but a current reality
What companies are looking for. AMR Research conducted a survey, which showed that the priority and investment allocated to manufacturing operations have overtaken that for ERP (Figure 2).
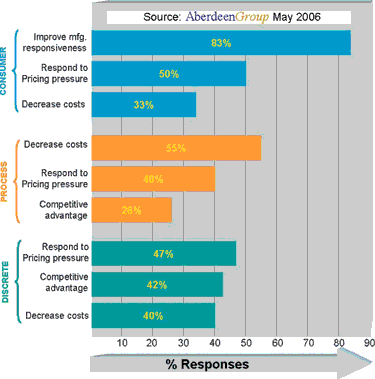
During April 2006, AberdeenGroup with MESA and Manufacturing Business Technology examined the global MES philosophies, techniques and technologies of 137 enterprises in high-tech, industrial equipment and machinery, chemicals, consumer packaged goods and other industries. Responding supply chain, logistics and operations executives completed an on-line survey whose responses are shown in the accompanying graphs.
The response of various industry types with regard to their most pressing priorities is shown in Figure 3. Different manufacturing activities have different challenges and some markets (eg, the consumer market) are significantly more dynamic and demanding hence the overriding need for responsiveness. What is clear is that the market calls the shots; no market, no sales - regardless of operational initiatives.
But even if costs were offset against the measured benefits they provide, reducing them without a thorough study of the impact this would have is a rather simplistic approach - after all, the ultimate cost reduction exercise is closing the plant.
A similar situation exists with efficiency. If work centre A feeds work centre B but can produce twice what B can process, increasing its efficiency and making sure its operators always look busy is a useless exercise in creating an abundance of unusable and expensive inventory. The way to deal with bottlenecks is to focus on throughput rather than islands of efficiency.
Figure 4 shows the main internal challenges companies feel they have to overcome. The gap between ERP and the shopfloor is being bridged at an increasing rate by products such as SAP's NetWeaver and xMII together with Wonderware's Enterprise Integration Application and the concept of Service Oriented Architecture (SOA).
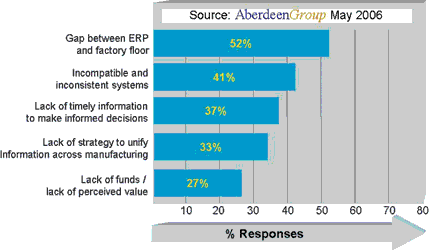
The issue of incompatible and inconsistent systems is being addressed by providing an architecture that is designed to handle these incompatibilities in order to safeguard existing investments and maximise their ROI (eg, Wonderware's ArchestrA and the ISA-95 standard).
Enabling business systems to have access to the realtime world of production databases and reporting applications can eliminate the issue regarding the lack of timely information.
As to the lack of strategy to unify information across manufacturing activities, many manufacturers still do not appreciate the strategic importance of their automation and control solutions. In many cases system selection is done in isolation without consideration of the greater role or a strategic focus to create a unified, factory floor information platform.
Challenges facing IT
Aberdeen Group's survey showed that the major challenges facing today's IT departments include:
* Difficulty of integrating existing systems.
* The support of multiple applications.
* No unifying manufacturing architecture.
* Ageing or proprietary systems.
* Providing business users with information to make decisions.
The integration of business, MES and shopfloor systems is facilitated by the products mentioned above, as well as SOA technology and the ISA-95 approach towards the bidirectional handling of information.
A unifying manufacturing architecture does exist (ArchestrA). Although this handles from MES down it has solid links to business systems. Within this architecture, multiple applications are much easier to support since there is only one source of deployment irrespective of the geographically distributed nature or complexity of the enterprise. Industry standard software and bespoke software that conforms to universal standards (ISA-95) are today the solutions of choice instead of one-off, custom solutions that may be dependent on the availability and longevity of their authors.
As to providing business users with information to make decisions, the realtime aspect of production and performance management and flexible trending and reporting tools operating in tandem with web-portals allow for the creation of the information dashboards shown in Figure 1.
What are companies doing to achieve their business goals?
* Standardising plant and factory applications and control systems - 46% of companies interviewed are engaged in this activity. As companies adopt a global perspective, local operations managers are more likely to work collaboratively with corporate IT to make joint buying decisions. This has become a top priority as well as a practical reality with today's scalable software system platforms and standardised 'plug-and-play' integrated applications.
* Building flexibility into manufacturing and supply chain processes - best in class manufacturers do not impose corporate standards while disregarding local requirements. SABMiller, for example, has rigid corporate standards with respect to process automation and production control yet its dozens of breweries worldwide retain the necessary degree of autonomy to address local market needs and opportunities. Hence the need to remain flexible with regard to manufacturing and the supply chain.
* Integrating systems into common factory floor information platforms - plant-wide historians and application data models integrate existing databases to provide an unprecedented level of timely information to decision makers across the enterprise. For example, SCAW Metals' ArchestrA system helps the company manage five different plants in realtime as if they were all a single 'virtual' plant.
A standardised approach to global manufacturing
Geographically distributed factories, varying production environments and localised systems make it difficult for global manufacturing enterprises to compare the relative performance of their manufacturing facilities. However, best-in-class companies are tackling this issue from the top-down by establishing standard KPIs, publishing technology infrastructure guidelines, and communicating information and reporting standards. Although poorer performing counterparts report similar priorities, they place more emphasis on standardised reporting and less on technology guidelines, reflecting less emphasis on technology.
Arla Foods, one of the world's largest dairy producers, is a good example of a company that is benefiting from a global performance standardisation programme across its 70 European plants. Prior to recent changes, each plant was operating independently with its own unique configuration of MES, instruments, weighing systems and scada systems. The lack of standardised systems, data and processes across plants was escalating costs and causing shipment delays. Today, each plant maintains a standardised dairy database based on the Invensys ArchestrA framework, which contains tracking, online quality assurance, downtime, maintenance and environmental information. These dairy databases are integrated into SAP using ISA-95 standards and manage batches, alarm reporting, traceability, OEE, SPS and other data. Other key functions, such as recipe parameter management and labelling have been centralised, ensuring consistency across the European market.
Conclusion
Executives are realising that there is better information available to drive decisions that influence the bottom line than that purely contained in traditional accounting reports. The concerns and priorities of these same executives, as shown in this article, either have been or are being addressed with proven, elegant, long-term solutions that help achieve operational excellence through:
* Delivering realtime intelligence to the boardroom.
* Leveraging technology to fuel ongoing innovation.
* Setting global manufacturing standards.
* Creating strategic alliances between manufacturing and corporate IT.
* Creating value-focused measurement programmes.
* Gaining visibility and control over production.
* Closing the information gap between the plant and business processes.

For more information contact Justin Tweedie, Wonderware Southern Africa, 0861 WONDER, [email protected], www.wonderware.co.za.


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version