

Collaborative manufacturing is a popular buzzword these days, but what does it really mean and, more importantly, how can it benefit an organisation?
Contrary to some existing views, collaborative manufacturing is more than just a new software platform or the ability to exercise authority over suppliers. At its core, collaborative manufacturing is about integrating disparate sources of data from the plant floor, business systems and supply chain to reduce costs, boost productivity and improve decision-making. More specifically, it is a strategy that emphasises making the right information available at the right time to the right people in an actionable format. The goal is to provide all the participants in the value chain - including internal 'users' of the manufacturing process - with precise information.
Employing a collaborative manufacturing strategy, however, does not require a radical ripping out of legacy applications and systems. Instead, collaborative systems can be built off of the plant-level systems and business management tools that most manufacturers already have in place. This maximises the return on plant assets (ROA) such as machines, conveyors and storage facilities, which typically represent a factory's largest capital investments.
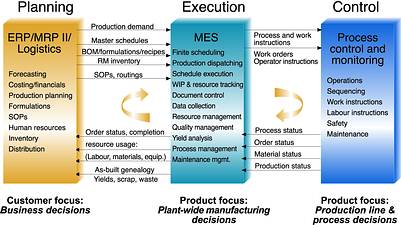
Manufacturing execution systems (MESs) are designed to help companies more effectively and efficiently execute manufacturing operations - from the product order, through each step of the manufacturing process, and to its final point of delivery. Equally important, these dynamic information systems are key to collaborative manufacturing strategies by providing mission-critical information about production activities to managers across an organisation and its supply chain. A study sponsored by Rockwell Automation documents the inherent value of using an MES, and a range of customers tell their stories of performance improvements and increased ROA brought on by better manufacturing information made more available to more people and systems.
A study conducted by Industry Directions/Interwave Technology analysed survey data submitted by companies judged to be among the top-performing plants in North America in an annual industry-wide competition over a five-year period. The database includes responses to more than 200 questions on a range of topics. Of the 106 companies in the study group, 58 use MES and 48 do not. Overall, the MES implementers managed to boost machine productivity and process performance while lowering operating and maintenance costs.
In a three-year period, plants using MES reported improving profitability four times as much as plants that do not use MES (350% vs 86%). This significant difference appears to be largely the result of faster improvements in productivity, process capability and employee empowerment measurements.
MES improves asset productivity by managing the workflow and execution of orders on the factory floor. Communication of work instructions helps ensure that required raw materials are available and ready for production so that the product is made accurately and efficiently. The MES also provides specific operator instructions for each stage of production, including actions to be taken, operating setpoints and tests to be completed.
In an MES, cycle time, or the total time needed to produce an order, is a key performance indicator (KPI). The study data reveals that plants using MES reduce manufacturing cycle times by 53%, compared to only 38,8% for plants not using MES. Order-to-ship cycle times were reduced 49,6%, compared to 40,4% for those not using MES.
An MES also helps improve the utilisation of human assets by giving operators information with which to be more effective. While all of the plants in the survey database pay similar hourly wages on average, for example, production employees in the plants using MES work fewer overtime hours per week - a reduction that can likely be attributed to the predictability of processes in these plants, along with the guidance employees receive directly from the MES.
The operation and control of the asset (machine, mixing vessel, tank, etc) plays a key role in process performance. For example, if a machine is making diapers, the KPIs for the process are process capability, yield and the amount of scrap and rework generated. When the equipment is set up incorrectly, the machine's performance will be impacted. This is when an MES can provide the operator with the information necessary to set up and operate the machine correctly for the product being produced. The MES will also collect the data associated with the production process, which can be used to analyse operations and determine root causes of process performance problems and quality deficiencies.
According to the survey, the mean process capability, or Cpk, is higher for plants using MES (a value of 2) than for those not (a value of 1,8). In addition, as with nearly every other metric, plants using MES have better reduced scrap and rework costs - 46,3% over three years versus 39,8% for plants not using MES.
Reducing the cost of operating assets is another area where MES provides a significant boost - primarily by helping reduce energy consumption per unit of production. All of the plants analysed in the survey managed to cut energy consumption, but those plants using MES achieved a 57% greater reduction in energy costs. This can most likely be attributed to core capabilities of an MES, including the ability to provide a unified plant-wide view of production that leads to greater overall efficiencies, operator support to reduce errors and minimise waste, and detailed data to track down root causes when a problem arises.
In process and mixed-mode industries, where energy consumption is often a larger cost, the reduction is even greater. Process plants using MES achieved a 9,8% reduction in energy consumption per unit of production, while those not using MES achieved a 5,5% savings.
While all MESs and collaborative manufacturing strategies focus on getting the right information to the right people at the right time, individual strategies are flavoured according to a specific company's needs or performance goals. For example, an automotive original equipment manufacturer (OEM) will have a plan of attack different from a mid-sized food manufacturer.
Then Rockwell Automation has always believed that "production facilities that effectively deploy MES enjoy performance advantages over other plants - and these findings clearly indicate that they do," says Rudolf van Wyk, software capability manager Rockwell Automation South Africa. "As many companies implementing Six Sigma and other business initiatives have discovered, one of the keys to improvement is having accurate, realtime data to identify the root cause of problems. MES can provide access to detailed production data in a context that helps companies make sound business decisions."
For more information contact Rudolf Van Wyk, Rockwell Automation, 011 654 9700, [email protected]
| Tel: | +27 11 998 1000 |
| Email: | [email protected] |
| www: | www.rockwellautomation.co.za |
| Articles: | More information and articles about Rockwell Automation |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version