


Wastewater treatment plant operators' efforts have increasingly been aimed at devising economically efficient processes in wastewater and sludge treatment, besides actually eliminating pollutants from the water.
The target figures for eliminating carbon and reducing nutrients - such as phosphorous and nitrogen - play an important role, since these chemicals are responsible for the eutrophication of the water. The use of modern instrumentation and control systems, in the various stages of the wastewater treatment plant process, permits controlled wastewater and sludge treatment.
Load measurement in the inlet of a wastewater treatment plant
Measurements in the inlet make it possible to determine the load carried and to track the load development, ie, the capacity. Recognising shock loading in good time allows continuous measurement of the total organic carbon (TOC) content. The sum absorption coefficient (SAC) is increasingly gaining acceptance and can be measured using sensor technology.
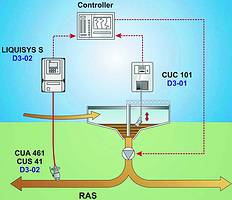
Automated sludge discharge from primary clarifier
The volume of sludge in the mechanical treatment stage is subject to fluctuations, attributable to wastewater composition, weather conditions, season and the daily rhythm in the catchment area. Normally, primary sludge draw-off according to a given time pattern will not be capable of handling these fluctuations.
This is the first point where it is possible to prevent the undesirable entrainment of water into the downstream sludge treatment process. Sludge that is too thin causes increased costs in heating the digestion tank in the sludge dewatering process and reduces the hydraulic capacity of the sludge treatment.
The use of continuously operating equipment determining suspended solids content is aimed at ending sludge draw-off in good time (Figure 1). Suspended solid sensors are installed in the sludge discharge pipe. In a typical cycle, the solids content increases to around 5% DM (dry mass) after the discharge gate is opened, to then decline to around 2% DM, before sudden water inrush occurs. The limit value is set to halt sludge draw-off at about 1 to 2% DM.
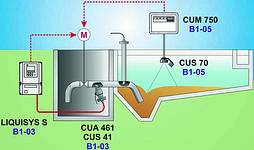
Suspending the sensors directly in the sludge hopper has not proved successful, as the risk of sludge depositing on the hopper walls is too high. The sensor would then signal a high sludge level, although the water would have already been drawn off due to tunnelling.
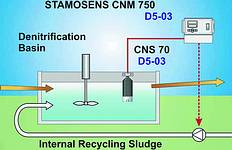
Controlling of biological elimination by denitrification/nitrification
For optimum control, measuring technology is especially relevant during the biological stage of the process. Nearly 65% of the entire energy requirement for a sewage treatment plant is used during the biological stage of the process. Of this, almost 80% is used in denitrification, the most common method being upstream denitrification.
The nitrate content at the outlet of the denitrification tank is measured by immersion sensors, using the UV absorption principle. This measurement directly controls the quantity of recirculated sludge, ie, the nitrate return from the downstream nitrification tank. If there is a low level of nitrate, the quantity of recirculated sludge is increased, and vice versa. For example, if the nitrate content of 2 mg/l in the denitrification discharge is exceeded, the denitrification stage is overloaded. In this case, the recirculated sludge is reduced, or carbon dosing may be activated to 'feed' the nitrate organisms, thereby increasing the performance/activity. If, instead, the nitrate content falls below 0,5 mg/l, this indicates that the denitrification stage still has decomposition capacity and the recirculated sludge can be increased accordingly (Figure 2).
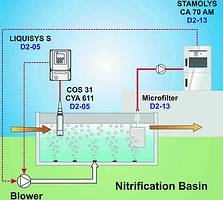
The microbiological decomposition of nitrogen to nitrate occurs during the aerobic stage - nitrification. The microorganisms involved in the nitrification stage require dissolved oxygen, introduced by a blower, to metabolise. Overriding control according to ammonium content at the exit from the nitrification stage can lead to significant energy savings, while also increasing the efficiency of the denitrification stage, since - under controlled conditions - less free oxygen is introduced into the tank. The ammonium analyser controls the oxygen flow within the 0,5 to 2,0 mg/l range.
The oxygen control operating at this level limits the air supply intensity, since oxygenation becomes uneconomical at values over 2 mg/l. If the ammonium is not completely oxidised at this value, there is an overload (Figure 3).
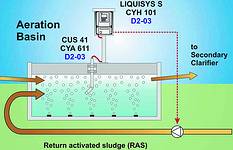
Suspended solids measurement in the activated sludge basin ensures the biomass necessary for decomposition of the organic matter. The quantity of return activated sludge from the secondary clarification stage is set by the return sludge ratio. A ratio of 1 to 1 is normal (incoming wastewater to return sludge) (Figure 4).
Automated waste-activated sludge discharge from the secondary clarification basin
There are two possible measuring parameters for the sedimentation process stage in the secondary clarifier - measurement of the sludge profile and solids content measurement in the return activated sludge pipe.
Waste activated sludge draw-off is controlled by continuous measurement, using a minimum/maximum contact for the sludge level. An optical measuring system can be used to determine the sedimentation behaviour by traversing a probe up and down the depth of the basin, and assigning the solid content measured to the sensor position. The resulting depth/concentration profile provides information on sedimentation behaviour and sludge quality.
Just as in the preliminary sludge draw-off process, the suspended solids in the return activated sludge can be used as a control parameter. The photometric sensor is normally installed using a ball valve assembly, which allows the operator to fit and remove the sensor without interrupting the process. The measurement is evaluated against a minimum limit, in order to stop the discharge of sludge timeously (Figure 5).
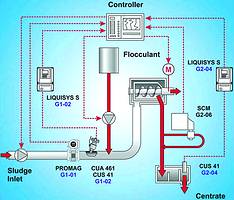
Optimised sludge dewatering
The digested sludge still contains 95% water. In order to burn the sludge, or to enable it to be stored at a disposal site, additional water must be extracted. Solids content, turbidity, pH, flow and hydrostatic pressure, as well as differential speed when decanters are used, are the control parameters required.
As flocculant dosing changes the optical characteristic of the sludge, measurements must be taken prior to the polymers being added. Flocculant dosing regulation is possible by using turbidity sensors in the centrifuge/filtrate. The foam and air bubbles must be extracted from the centrifuge in a de-aeration vessel, in order to obtain representative measured values.
The reaction of the polymers with the sludge depends on several factors, eg, pH value, temperature, particle size and the water retention capability of the sludge. Measuring the charge on the surface of the suspended solid is an accurate indication of effectiveness. Too much flocculant makes the dewatering result worse. Conversely, accepting a centrifuge lightly loaded with solids would reduce polymer consumption and save costs over the year (Figure 6).
Conclusion
If one starts with the guiding principle of avoiding causes instead of relying on corrective measures, it is impossible to do without online measuring systems. The continuous measurement of numerous process parameters has become standard in a sewage treatment plant. The measuring systems are not only suitable for finding out more about the constitution of the sludge and wastewater, but also about the process stages. Regulation and control plays an important role in reducing operational costs, while also increasing operational reliability.
For more information contact Grant Joyce, Endress + Hauser, 011 262 8000, [email protected], www.za.endress.com
| Tel: | +27 11 262 8000 |
| Email: | [email protected] |
| www: | www.endress.com |
| Articles: | More information and articles about Endress+Hauser South Africa |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version