

Variable frequency drives (VFDs) are used in a number of industrial applications to save energy by controlling the speed of motors. VFDs are important since electric motor driven systems (EMDSs) account for about 45% of all electricity consumption. In this white paper, we show how industrial Ethernet gateways can be used to create a communication gateway between VFDs and PLCs which is easy to install and maintain.
Overview
According to the International Energy Agency (IEA), EMDS’s collectively use more electricity than any other single electrically powered application. Perhaps somewhat surprisingly, EMDS applications consume more than double the electricity of lighting, which comes in a distant second. It is estimated that globally, EMDS applications account for about 45% of all electricity consumption, with EMDS applications blamed for creating about 6040 megatons of carbon emissions per year. In addition, by some estimates, EMDS applications account for 70% of the electric energy used by industry, with common usages including pumps, fans, compressed air delivery, conveyors and motive power for other machinery.
The bottom line is that if you want to save energy and promote energy efficiency in your industrial applications, you need to reduce the amount of energy consumed by EMDS applications. This is where variable frequency drives (VFDs) come in. VFDs can control motor speed to save energy and can also decrease inrush current and apply a specified amount of torque.
VFDs can be integrated into a control system through a digital I/O, analog I/O, or communication interface connection. The communication interface is accessible via RS-232, RS-485 or Ethernet, and gives operators a convenient way to not only control the VFD, but also obtain information about it that might otherwise be unavailable. The main problem, however, is how to handle conflicting protocols. Most VFDs only support the Modbus RTU protocol, because it is easy and used widely for industrial automation applications. PLCs, however, are more likely to use an industrial Ethernet protocol, such as Modbus TCP or EtherNet/IP.
Communication requirements for VFD monitoring and control
A scada system usually includes an HMI and a PC, as well as PLCs and RTUs. The PC is normally used to issue supervisory level commands, with most of the control performed by the PLCs and RTUs. It is worth pointing out that even though PLCs and RTUs perform similar functions, there are key differences. PLCs, for example, have more sophisticated embedded control capabilities, making them more suitable for local control operations such as production lines. On the other hand, RTUs are suitable for connecting to devices distributed over a wider area since they have telemetry hardware capable of sending digital data to the supervisory system.
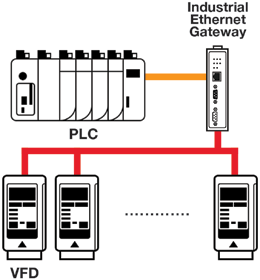
Since VFDs are often used to control motors that operate pumps, fans, or conveyor belts, which means they are part of a local control system, we would expect the VFDs to be connected to a PLC. For example, a typical architecture for controlling air quality in a factory building requires the scada operator to set a CO2 target level in ppm (parts per million). The resulting control system reads the current level from meters designed expressly for that purpose, and then the PLC issues the appropriate control signal to tell the VFDs how to adjust the speed of fans. In order to ensure that the optimisation control system operates as expected, provisions need to be made to guarantee that the VFDs use the correct industrial protocol to communicate with the PLC.
Existing solution
The first thing we should keep in mind is that PLCs available from different vendors do not necessarily support the same fieldbus protocol. For example, most Siemens PLCs support Profinet, Rockwell PLCs support EtherNet/IP, and Schneider PLCs support Modbus TCP. Individual vendors accommodate other fieldbus protocols by providing communication modules that are installed right next to the PLC. The advantages of using PLC communication modules are ease of installation and reliability. Since the modules are connected directly to the PLC, users do not need to install additional wiring. On the downside, the disadvantages of using PLC communication modules are the high cost and limited versatility.
On the VFD side of the connection, Modbus RTU is the protocol used by most vendors. When the need arises to accommodate other fieldbus protocols, most vendors provide PCBs (printed circuit boards) that plug directly into the VFD to provide the necessary protocol conversion. The advantages of using VFD communication modules are essentially the same as the advantages of using PLC modules. In addition, since the PCBs plug directly into a slot inside the VFD, they don’t take up any extra space. The cost is not particularly high, provided you only need one PCB module. But if you need to install two, three, or more units, you will need to spend two, three, or more times as much money to get your solution up and running. You should also factor in the amount of time required to install all of the modules.
Introduction to industrial Ethernet gateways
An attractive alternative to investing in PLC or VFD communication modules is the industrial Ethernet gateway. A gateway is a standalone device that converts a signal from one protocol to another. For example, a gateway could convert Modbus RTU to Modbus TCP, or convert Modbus RTU to Profibus. The gateway achieves this with a built-in CPU and memory storage capability. In effect, the VFDs and PLC communicate directly with the gateway instead of with each other. The process is transparent to the VFDs and PLC since the gateway handles all of the necessary protocol conversions.
The benefits of using industrial Ethernet gateways
If you decide to use an industrial Ethernet gateway solution, you will need to spend time learning how to use the system, and also expend a certain amount of effort configuring and managing gateways as they are added to your system. However, compared to using PLC or VFD communication modules, the gateway provides several attractive benefits. In fact, if you use a gateway that comes with a user-friendly interface and good management functions, the additional effort required to configure and manage the gateway will be minimal.
A good way of distinguishing the gateway solution from the PLC/VFD module solution is to compare the two solutions from a hardware and software perspective.
Easy and cost-effective hardware integration
If you decide to use a VFD communication module, you will need to remove the VFD’s housing to install it. As you might imagine, this operation could take quite a bit of time, particularly if you have dozens of VFDs that need to be upgraded, in which case the VFD module solution could be quite costly. In fact, you might even have trouble finding a system integrator who will agree to upgrade an existing system in this way. As far as PLC modules are concerned, installation is easier, but you will need to sacrifice one PLC slot that otherwise could be used for a different purpose. If your PLCs are in a different location than the devices, you will need to contend with the fact that PLCs only support a serial connection. Using a gateway to connect your devices to a common Ethernet base is the preferred solution because of the flexibility it adds to your system. Another factor to consider is that with an Ethernet-based environment, you can use fibre to avoid interference from electromagnetic noise.
Versatile and simple software integration
The most important benefit of using a gateway solution is versatility. For example, you may want to monitor different aspects of your VFDs after your system is up and running. Or, you may want to install additional VFDs in your system after it has already been in operation for one or more years. In fact, this is a very common situation faced by engineers responsible for managing a factory. With a gateway solution, you can reserve I/O space in the PLC and the gateway configuration for future expansion. When it comes time to add new VFDs, you will only need to configure the gateway, instead of tweaking the PLC software. If you use a PLC module solution, you will need to update the PLC software by adding commands for dealing with the module. Another advantage of using a gateway is that it has built-in CPU and memory that enables the gateway to handle protocol conversion by itself, instead of using the PLC for this purpose. With a gateway solution, your system will be simpler and easier to maintain.
Moxa industrial Ethernet gateways
Moxa’s MGate family offers a variety of gateway solutions that can be used for VFD applications. MGate gateways have a rugged design suitable for harsh, high temperature environments, and provide the reliability for dealing with electronic noise. Since MGate gateways are PI and ODVA certified and support all major PLC protocols, including Modbus TCP, EtherNet/IP, Profibus, and Profinet, you won’t have any trouble connecting your VFDs to any of the commonly used PLCs. In addition, Moxa’s MGate gateways come with a user-friendly web interface, a microSD card slot for configuration backup, and alarm and system log management functions to reduce your maintenance effort.
| Tel: | +27 11 781 0777 |
| Email: | [email protected] |
| www: | www.rjconnect.co.za |
| Articles: | More information and articles about RJ Connect |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version