January 2019Operator Interfaces, Switches & Relays
Alarm overload is an issue most control rooms must deal with on an ongoing basis and relieving the situation is a priority for most process engineering professionals. Much of the burden has been caused by DCS and scada systems delivering too much information to operators who are then under pressure to make decisions and take corrective action.
While it is not disputed that all this information is important to a smooth-running process, it is important to differentiate between the types of information collected by the supervisory systems and to classify alarms requiring action from status information. The role of the alarm system is to prompt operator intervention to act and return the process to optimum levels or to safe conditions.
Critical alarms are often managed with the use of annunciators as a separate layer of plant protection over and above the supervisory system. However, even this methodology does not always reduce the load on operators who are trying to service alarms coming into the control room. Standards like ISA 18.1 and EEMUA 191 Alarm Systems are extremely valuable in rationalising the alarm management process, but they are generic and every plant or process has its own unique issues when it comes to abnormal conditions. Many schools of thought have sought to relieve the pressure on operators in those cases and they often boil down to differentiating the types of alarm using audio visual stimuli.
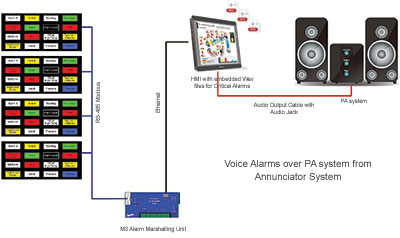
An option to rationalise the alarm system into voice alarms broadcast over the PA system, allows busy operators to hear and evaluate the urgency without leaving what they are currently doing. Alarms are voice recorded into WAV files and embedded on the HMI ready to be triggered by the Alarm Marshalling unit which is monitoring the existing alarm systems, which could be a PLC or scada, as well as existing Omni16 Annunciator systems. An alarm banner on the HMI provides further information on the alarm. Unresolved alarms will also flash after a period of time to remind operators of their status and importance. The system provides real benefits to operator efficiency including:
• Customisation of existing alarm systems.
• Reduced operator stress from multiple alarm sources.
• Operators can discriminate the status of alarms timeously.
• Critical alarms to have an additional level of differentiation.
Long-distance signal delivery is critical to rail safety Omniflex Remote Monitoring Specialists
Fieldbus & Industrial Networking
A remote monitoring specialist explains why fibre optic technology is increasingly replacing copper cabling in safety-critical railway signalling systems.
Read more...Omniflex upgrades faulty alarms at cereal manufacturing facility Omniflex Remote Monitoring Specialists
Industrial Wireless
Legacy alarm specialist, Omniflex has delivered a direct retrofit solution for ageing MPAS 90 alarm systems at Kellanova’s Wrexham facility, replacing obsolete units with its SIL-1 rated Omni16R rack-based alarm logic, and Omni-X LED Displays.
Read more...No power, no coverage, no problem Omniflex Remote Monitoring Specialists
Industrial Wireless
Remote monitoring expert, Omniflex has delivered a remote monitoring and control solution for an impressed current cathodic protection control system, aiding local authorities in Queensland, Australia in the essential maintenance of roadside culverts.
Read more...Smart ICCP monitoring for safer tank storage Omniflex Remote Monitoring Specialists
Industrial Wireless
Cathodic protection is critical for combatting corrosion in oil and gas infrastructure. Omniflex explores how to manage CP systems in hazardous and hard-to-reach areas.
Read more...Monitoring relays keep operations running Omron Electronics
Operator Interfaces, Switches & Relays
OMRON’s K8 series relays are designed to prevent breakdowns, protect critical assets and support smarter maintenance strategies on the plant.
Read more...When SCADA meets the cloud Omniflex Remote Monitoring Specialists
SCADA/HMI
Engineers are faced with the challenge of unifying legacy SCADA systems with modern, IoT-based data platforms. The trouble is, when hardware from multiple manufacturers and generations are all used in the same system, compatibility becomes an issue
Read more...Safety-critical fibre optic systems in mining Omniflex Remote Monitoring Specialists
Enclosures, Cabling & Connectors
Omniflex highlights the importance of fibre optic technology in in enabling systems in the mining industry to transmit shutdown commands reliably over tens of kilometres and verify that they have been executed.
Read more...The keys to successful nuclear decommissioning Omniflex Remote Monitoring Specialists
Industrial Wireless
Remote monitoring specialist, Omniflex has published its latest sector overview exploring the challenges of maintaining critical alarm visibility and radiation monitoring during nuclear decommissioning.
Read more...Upgrading radiological surveillance systems in nuclear facilities Omniflex Remote Monitoring Specialists
Fieldbus & Industrial Networking
Nuclear plant operators face an uncomfortable reality. Many of the control and monitoring systems still in use today were never designed to support the full operational lifespan of the facilities they serve.
Read more...Wireless radiation monitoring for nuclear defence facilities Omniflex Remote Monitoring Specialists
Industrial Wireless
Gary Bradshaw, director of radiation monitoring specialist Omniflex, discusses why sitewide radiation and alarm monitoring remains one of the most complex challenges in defence environments, and how experience-led system design is critical to maintaining safety and resilience over the long term.
While every effort has been made to ensure the accuracy of the information contained herein, the publisher and its agents cannot be held responsible for any errors contained, or any loss incurred as a result. Articles published do not necessarily reflect the views of the publishers. The editor reserves the right to alter or cut copy. Articles submitted are deemed to have been cleared for publication. Advertisements and company contact details are published as provided by the advertiser. Technews Publishing (Pty) Ltd cannot be held responsible for the accuracy or veracity of supplied material.




 printer friendly version
printer friendly version