The IoT can transform agriculture
Technews Industry Guide: Industrial Internet of Things 2017
IT in Manufacturing
Using IoT technologies can push the efficiency of farming to new levels as the food demands of a growing global population puts increasing pressure on agriculture around the world.
According to a report by Business Insider published at the end of last year, the world will need to produce 70% more food in 2050 than it did in 2006 in order to feed the earth’s growing population, based on numbers produced by the UN Food and Agriculture Organization.
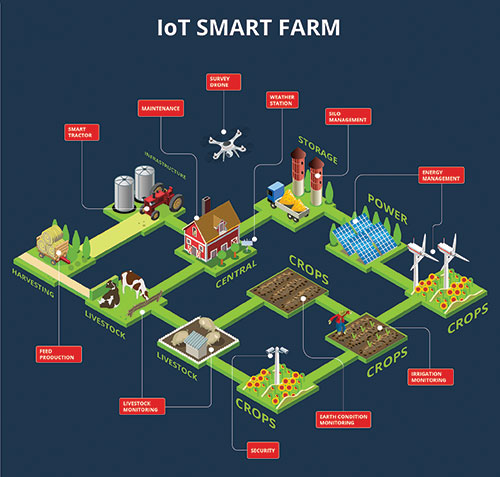
André Strauss, director of partnerships at IoT.nxt, highlights five key areas where the use of IoT technology can improve efficiencies and reduce costs:
Digitisation of the value and supply chains allows for produce to be tracked and traced from source to retail shelf, delivering quality control and the ability to identify problem areas at production source.
By connecting all legacy machinery warehousing/packaging plants can be more productive and efficient. Farm managers can, for instance, assess how many packers, machines and delivery trucks will be required on any given day.
Energy management, a significant cost at large scale farming operations. Use of power, management of irrigation, pumps, dam levels, water required at production plants are all aspects of energy use that can be managed in real time and changed seamlessly for exceptional cost savings and improved efficiency.
Tracking of livestock which, amongst other things, will allow for management of health of livestock.
Management of fuel, another variable cost that has a direct impact on the cash flow of any farm. Using a digitised, connected management system allows for exact planning of fuel supply required for times of peak and reduced levels of activity.
BI Intelligence, Business Insider’s research service, predicts that IoT device installations in the agriculture world will increase from 30 million in 2015 to 75 million in 2020, for a compound annual growth rate of 20%.
According to the BI report the value of using IoT smart agriculture is evident in numbers available for the current leader of using IoT in farming, the United States, where 7 340 kg of cereal (e.g. wheat, rice, maize, barley, etc.) is produced per hectare of farmland, compared to the global average of 3 851 kg per hectare.
For more information contact Daleen van Wyk, IoT.nxt, +27 (0)83 302 0827, [email protected], www.iotnxt.com
Further reading:
New chiller line for high-density AI data centres
Schneider Electric South Africa
IT in Manufacturing
Schneider Electric has launched the Uniflair XCA, a new series of air-cooled and free-cooling chillers designed for artificial intelligence-driven, high-density liquid-cooled data centres.
Read more...
Turning system integrators into trusted technology partners
Schneider Electric South Africa
IT in Manufacturing System Integration & Control Systems Design
Schneider Electric’s Alliance Partner Programme is repositioning system integrators from hardware suppliers into lifecycle-value partners. Oriel Soupen explains the competency framework, certification model and real-world results that are already helping African system integrators win higher-value, longer-term engagements.
Read more...
Why renewable projects need integrated protection and control
IT in Manufacturing
Fragmented secondary plant integration in renewable energy projects causes costly delays during commissioning. ACTOM Protection and Control’s Secondary Plant Integration solution consolidates all secondary systems under a single engineering framework, reducing risk and accelerating grid
Read more...
When digital twins move from concept to critical tool
IT in Manufacturing System Integration & Control Systems Design Maintenance, Test & Measurement, Calibration
Digital twins are moving out of the lab and onto the mine, the factory floor and the transport network where they predict failures before they happen. Amritesh Anand looks at where they earn their keep, the data and integration work behind them, and the security questions every organisation should ask before switching one on.
Read more...
How a digital foundation can overcome the LNG trilemma
Schneider Electric South Africa
IT in Manufacturing SCADA/HMI
The LNG sector is racing to add capacity, but without a digital backbone, growth creates complexity rather than capability. Christophe Begat of Schneider Electric explains how connecting data, systems and analytics across the LNG value chain can resolve the trilemma of secure supply, lower emissions and tighter costs.
Read more...
Decarbonisation is reshaping mining strategy in Africa
Schneider Electric South Africa
IT in Manufacturing Electrical Power & Protection
Mining companies across Africa are embedding decarbonisation into operational strategy, driven by investor, regulatory and customer pressure to reduce emissions while improving resilience.
Read more...
Siemens and HighByte partner to scale industrial AI
Siemens South Africa
IT in Manufacturing Fieldbus & Industrial Networking
Siemens is expanding its Industrial Edge ecosystem through a partnership with HighByte, enabling customers to connect, contextualise and transform data from operational technology and information technology sources to build AI models and applications at scale.
Read more...
Africa on the edge of a digital future
Schneider Electric South Africa
IT in Manufacturing
Edge computing promises lower latency, stronger reliability and real-time responsiveness across Africa, yet its rollout keeps colliding with one stubborn obstacle, power. Steven Santini explores how renewable microgrids, smart energy management and the right partnerships could turn the continent’s energy gap into its biggest edge opportunity.
Read more...
3D electrical systems design workflow for electromechanical innovation
Siemens South Africa
Fieldbus & Industrial Networking IT in Manufacturing
Siemens has announced new 3D electrical design capabilities within its Capital software, enabling electrical and mechanical engineers to work concurrently in a shared 3D environment to reduce late-stage design changes and accelerate time to market for complex electromechanical products.
Read more...
Optimising energy reliability for African manufacturing
Electrical Power & Protection IT in Manufacturing
Unreliable power can cost African manufacturers as much as 31% in sales. Behind-the-meter power offers manufacturers in sub-Saharan Africa control, visibility and resilience in their energy provisioning.
Read more...




 printer friendly version
printer friendly version