

Many businesses will tell you that one of the factors that influenced their success was the old adage of: location, location, location. But mining companies don’t have that luxury. While most businesses can choose their location, mining companies have to operate where the ore bodies they exploit exist. Since ore bodies don’t follow the rules regarding convenient locations, many mining companies are distributed over vast geographical areas. Yet they have to operate as if they were well-integrated and manageable entities. Well, they can be.
The problem
Mining companies have two main problems regarding their geographical distribution: knowing what is actually going on in their various sites and servicing these sites with the knowledge and expertise necessary to keep them profitable. That means that the right people need access to the right information at the right time – all the time.
The right people
Running complex operations in remote mining locations is becoming more challenging due to the increased difficulty of attracting experienced staff to work there. The lack of personnel with the necessary skills and the escalating costs of providing a 24x7 manned operation are convincing reasons for optimising the staffing levels both on site and in the back-office.
The right information
Many of the new mining companies have had the benefit of the rapid growth of industrial IT standards which have allowed them to develop both their back-office as well as their industrial IT infrastructures in an orderly fashion. However, many of the older mining sites came about when the concept of industrial IT was just an idea, rather than a blueprint. The first levels of automation focused on process control though scada and DCS whose historians were eventually recognised as being powerful sources of valuable real-time production information.
But, from sensors to control systems and historians, the more established mines tended to do their own thing with the result that today many mining companies have to contend with a host of disparate systems in order to extract the decision-support information they need. This is not an easy thing to do if one isn’t to be swamped by an avalanche of irrelevant noise, something that normally requires the talents of an IT specialist accompanied by costly software development.
The right time
For someone trying to make an important business or operational decision, the right time for information is always NOW. Gone are the days of month-end reports and historical production statistics. Emergencies don’t follow a schedule and unforeseen events are always just that . . . unforeseen. The major role of information is to help people make the right decision and if decisions have to be made ‘whenever needed’, it follows that, irrespective of why or when it’s needed, information must always be available, relevant, up to date and accurate – all the time.
Couple this with the need to cope with the variety and distribution of systems mentioned above and the scope of the problem starts to become apparent.
The solution
The right people
Top of the list on any company’s agenda is (or should be) optimising the contribution of its valuable human assets. Mining operations are complex and need on-site management by skilled people such as metallurgists and engineers – but such experts are not readily available. It makes sense to optimise their contributions from a central location so that all remote sites can benefit from their knowledge. This, in turn, leads to a more uniform and standardised approach to the resolution of issues and decision-making. In addition, there are significant benefits that can be gained from experts collaborating and communicating with one another in a single locale and without delay to address particularly thorny problems.

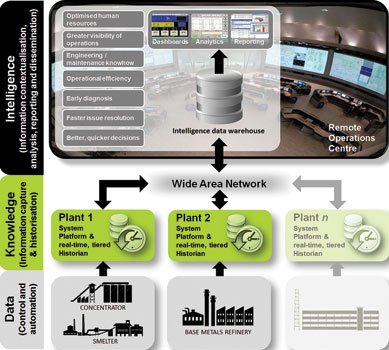
This has led to the development of Remote Operations Centres (ROCs). These are collaborative environments that are used for more than just managing the day to day operations of equipment. Increasingly they are used to monitor and control every aspect of the operation, including providing the data and information necessary at different levels of the business for a variety of purposes. The ROC is the nerve centre of the operation which has been evolving in capability to handle an increasing number of tasks through its application in a number of different industries.
A common theme from these industries is that for ROCs to be successful, it is necessary to incorporate and integrate a number of emerging technologies. These include:
* New intelligent sensors.
* Real-time data collection and management.
* Advanced data and application integration.
* Expert systems for alarm management and escalation.
* Robust communications networks within and between sites but with provision for low bandwidths.
* Linked geospatial and document management systems.
* Collaboration rooms with both video and data feeds.
The mining industry does not need to break new ground to implement significant improvements in the remote management of operations. The lessons already exist for designing, developing, implementing and running ROCs.
For example, in 2010, mining giant Rio Tinto launched its remote operations centre as part of its ‘Mine of the Future’ concept. The centre features more than 200 controllers and schedulers and 230 planning and support staff to control mining operations in the Pilbara region of Western Australia – 1500 km away from the centre’s home in Perth. In a statement, Rio Tinto said that the ‘high-technology, purpose-built’ operations centre is now the primary control centre for the company’s network of mines, rail systems, infrastructure facilities and port operations in the Pilbara region.
Some of the benefits of ROCs include:
* Greater visibility of entire operations to a wider audience, including off-site specialists, leading to faster and better reaction to tactical production issues and emergency situations.
* Increased depth and breadth of information, analysed in an integrated and timely manner, leading to more efficient operations, such as through the detection of equipment degradation before it impacts production.
* Optimised production through more timely and accurate operational information delivered to all levels of planning and operations, regardless of location.
* More informed strategic decisions based on improved business processes that deliver the right information to the right people in the right time, who collaborate more widely.
* All this leading to higher production at lower cost and lower operational risk.
The experts in ROCs have to deal with a great deal of issues and therefore cannot afford to muddle through irrelevant avalanches of useless information. They need the right information on demand irrespective of its origin. A car arrives at its destination because its driver focuses on navigating there rather than worrying about the intricacies of the internal combustion engine and octane ratings.
The right information
For anyone to make an informed decision remotely, the data alone are not sufficient. What’s also needed is the context in which the data were obtained. For example, data about a seemingly unproductive night shift might have nothing to do with the personnel involved but with delayed laboratory results, ore quality, machinery failures or countless other contributing factors. The necessity for context forces the gathering of linked ancillary information which, in turn, leads to a better understanding of operating conditions and ultimately, ideas for their improvement.
Adding context starts at the plant-level real-time historian which is the repository for the large amount of production data and information. To be meaningful to decision makers in an ROC (as well as cope with possibly unreliable, low-bandwidth WANs), this information needs to be aggregated in a meaningful way and all this can be done by using a tiered historian architecture.
Once aggregated, data have to be collated in ways that make sense to the end user. This can be done by using an Enterprise Manufacturing Intelligence (EMI) solution. Such a solution creates an information framework which can handle multiple data sources from a variety of suppliers and format, store and present those data in an intuitive dashboard, allowing for immediate decisions to be made about the plant’s performance. Data are updated according to the user’s needs in order to provide a current view of plant asset utilisation, product quality and yields, throughput, or labour, resource and energy consumption.
This EMI solution provides core intelligence functionality, with its contextualisation of data sources into an information model. It should be scalable, from a single site/single server to multiple servers for hosting data from multiple sites and it should aggregate data from other servers and compare data across sites. It should also allow for the definition of a hierarchical data structure for aggregating multiple databases into one data store.
But all the contextualised information in the world is useless unless it can be accessed and viewed by those who need it rather than IT professionals. Ideally, dashboards and analyses should be user-definable and viewed with intuitive visualisation tools. This allows for making sense of big data in seconds and to share findings with colleagues in a secure environment complete with access control.
The right time
Most decisions having to do with operations need to be made more frequently than business-type decisions which tend to occur at longer intervals. So, while the frequency of decisions will vary according to operational or business needs, the timing of these decisions is rarely known. The only way to be prepared is for all information to be available in real time all the time. Only in this way can decisions be based on current reality rather than history. Of course, real-time tiered historians, as well as Enterprise Integration and EMI solutions from the Wonderware stable are designed with this reality in mind: the right time for information is always NOW.
Conclusion
While technology helps, ultimately it’s humans that have to make things work. To do that, they need actionable intelligence which, in the complex world of mining and mineral processing, needs to be sourced from a variety of disparate and geographically-distributed data sources before being collated into meaningful decision-support information. But humans also need one another. So, putting it all together, ROCs and the right industrial information technology can make a significant contribution to mining companies living in a highly competitive and unpredictable world economy.
If you had a choice of how to optimise your human and production assets, what would you do? The approach outlined here will hopefully give you some ideas that you can tailor to your unique needs.
For more information contact Jaco Markwat, Wonderware Southern Africa, + 27 (0)11 607 8100, [email protected], www.wonderware.co.za


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version