


A global leader in the manufacture and casting of iron goods reaped a $600 000 ROI when it decided to go wireless.
The manufacturer has six plants located in Wisconsin, Indiana and Tennessee.
At plant #4 in Marionette, Wisconsin, 1500 tons of iron is melted everyday to make castings for automotive, agriculture, hydraulics, heavy truck, power transmission, and off-highway vehicles. With over 3600 people employed, the combined melt capacity of the six plants is over 9500 tons of grey and ductile iron each day.
Plant #4 prides itself on using state-of-the-art technology in its production processes.
“When we began looking at ways to improve the efficiency and ability of the melt department at plant 4 we found there were actually three main factors to look at when considering decisions on how to proceed,” said the project manager for the wireless automation project.
1. Record keeping: To meet ISO and customer requirements, the materials used and chemistries of the iron had to be traceable throughout the production process. For the melt department, this meant record keeping of the incoming charge material from the vendors and alloy used in the process, along with the amounts of each material used in a charge. It also included the time the charge was melted, removed from the furnace, and delivered to the automatic pouring units. They found that the inventory records of what was delivered and what was consumed seldom matched.
2. Accuracy: Many of the parts made by the company are safety critical components. The chemistries and dimensions must be exact. Following the purpose of the quality management system “to establish, document and maintain a quality system in accordance with current editions of ANSI/ASQC QS9002 and ISO/TS 16949,” this problem had to be addressed. Even if the scales were in perfect calibration, the information being logged was only as good as the operator’s entries. They needed to eliminate as much paperwork, phone and two-way radio communications as possible.
3. Cost reduction: The company rates the production cost in man-hours per ton of iron. When the Melt department started looking at how to reduce costs, they had to look at staffing and the value that each position added to the finished product.
“The first phase of automation was the alloy addition,” said the project manager. “There were two people on each shift manually weighing up the alloy in pails. They then opened up a hatch on the lid of the ladles used to transport the molten iron. With the heat and flame coming out of the hatch, they would dump the alloy into the ladles. There was a high rate of injury in this job from strains and burns. Recording what was added to each ladle was done on a clip board that later had to be typed into the system for record keeping. We were relying on the person to read and record the information into the system accurately.”
Automated batching
The plant was able to reduce seven staff positions by incorporating an automated batching system with the alloy addition weights calculated by a PLC with information provided on a touch screen by the metal laboratory. The results were real-time accurate weights and record keeping.
Completing this part of the project cost over $250 000 in material and labour. However, it provided annual cost savings estimated at $320 000.
“Distractions would cause the preheat operator to miss what weight numbers were called down, and which shaker they were placed in,” said the project manager. “This delayed the process of getting material to the preheat units. The total amount of material needed for each item could not be lifted at one time, so the crane operators would add the amounts in their head or jot it on a scrap of paper. If a crane operator forgot what had been said, or was not watching the scale display, they would guess at what was placed in the shakers and invalid information was recorded. In looking over the amounts of material used and compared with the delivery slips, the inventory seldom ever matched. If the resulting chemistry of the iron was wrong because of operator error, there was no way to backtrack the cause of the problem with any accuracy.”
Wireless – phase 1
The company knew it needed to look at a system to get information to and from the overhead cranes automatically and eliminate the human error. Since the cranes are mobile equipment, this presented a unique problem to get a communications system to function properly. Finally, it was decided to place a separate PLC on each of the cranes.
“One of our other plants had in place a Profibus radio system that looked promising but we found it would not handle the volume of information we wanted to transmit and receive,” said the project manager. “In speaking with our PLC vendor, they suggested we try using wireless Ethernet radio for PLC to PLC communication. There was some concern there may be cross talk with the wireless bar code readers already in use on our forklifts. Also there was concern the 4,5 MW of power used in the melt department might somehow interfere with the signals.
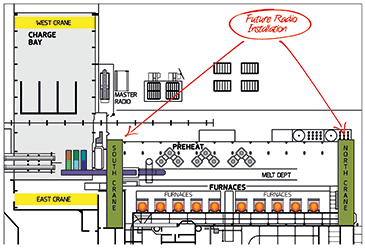
“The first step was to hardwire the PLC Ethernet cards on a test bench to verify the ability to communicate the database information. Our PLC vendor arranged for ProSoft Technology, the wireless Ethernet radio manufacturer to loan us a couple of units for testing. This proved that the wireless Ethernet solution would work. We were already using the Ethernet port on the preheat control PLC to talk with the server, so we simply added another Ethernet card rack in the Preheat control room. This card then connected to the master radio.”
A Siemens S7 PLC with Ethernet and the other I/O cards needed and the ProSoft radios were installed on each crane. Mounting the touch screens in the cab of each crane on swing arms made it possible for each operator to position them comfortably.
“We were impressed with the ease of setting up the wireless Ethernet radios using the provided software that gave us the signal strength information for the best mounting location,” said the project manager.
The time saved not having to relay the information verbally allows them to make up to six batches in advance instead of three previously. This allows for smooth transition between the different chemistries needed for production. Crane-to-crane communication allows both cranes to see what the other has already added to the batch, speeding up the process and preventing duplication errors. Parts and labour cost for this portion of the upgrade was $23 000, for a total annual saving of $173 000.
Wireless – phase 2
With the success of the first wireless Ethernet installation on mobile equipment under the belt, the plant addressed another problem: their hot metal carriers (HMC). The HMC travel on a monorail which loops through the facility. The HMC drivers were also using two-way radio communication to exchange information with the metal laboratory, melt control room operator and each other. The amount of time between receiving the alloy, filling the ladle, delivering the treated iron to the pouring device and getting it poured into the sand mould is critical. Once the iron is treated in the ladle, it has to be poured into the mould within 25 minutes or the chemistry will change and the iron becomes unusable.
“We identified some of the problems as being missed communications between the metal laboratory, melt control room operator and the HMC drivers,” said the project manager. “Other problems were taking the wrong iron weight, getting iron from the wrong furnace and delivering iron to the wrong pouring unit.”
Putting PLCs and wireless Ethernet communications on the HMCs was not as easy as in the crane application. One of the hurdles to overcome was power loss on the rail distribution. If the rails lose power, the HMCs will switch to diesel power to drive the hydraulics. But, if the PLC were to shutdown, the plant would be right back to having the same problems as before.
“We solved this problem by adding another 12 V battery on the HMC next to the starting battery,” said the project manager. “This battery is kept charged with a “Float” type charger powered by the 120 V on the unit. The 12 V is then brought to an inverter to convert it back to 120 VAC. This system is only used to filter and keep power on the PLC, Ethernet radio and the operator touch panel in the cab. It gives us up to 48 hours of run time so repairs can be made to the electrical distribution system.”
Another problem that had to be overcome was that the HMCs were not always in line-of-sight of the master radio. To overcome this problem, they placed a repeater unit out in the plant.
By adding an incremental encoder to an idler wheel on the drive, they were able to track each carrier throughout the plant with an accuracy of 6 mm. Mapping out the monorail locations of each furnace pour spout and pouring device receiver location resolved one of their major issues. Now if any HMC stops in the wrong location while taking or delivering iron, an audible alarm sounds on that HMC, and the laboratory and the melt operator’s screens indicate the alarm is active.
“In tracking the time and frequency of the alarm going off, we found there were 14 times in the first month of recording data that, had it not been for the alarm, there may have been chemistry problems in the final product,” said the project manager.
“Probably one of the biggest lessons learned from completing this project was the amount of data we thought was good was actually bad,” he continued. “Now whenever there is a mistake involving human error, the problem is addressed by making it error proof using technology if possible.”
Annual total savings at one plant totalled $600 000.
The company is currently making plans to use ProSoft Technology’s wireless radios instead of underground fibre between the power generator building and the main plant.
For more information contact Bob Petrie, Throughput Technologies,+27 (0)11 705 2497, [email protected], www.throughput.co.za
| Tel: | +27 11 705 2497 |
| Email: | [email protected] |
| www: | www.throughput.co.za |
| Articles: | More information and articles about Throughput Technologies |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version