


Click here for .pdf file.
End-user details
Name: Muthle Thunye
Designation: Area manager
Company: Usutu-Vaal Pump Scheme
E-mail: thunyem@dwa.gov.za
SI details
Name:Johan de Klerk
Designation: Technical director
Company:Banani Construction
Phone: +27 (0)12 372 3658
E-mail: johan@banani.co.za
Product details
Product name and version: FactoryTalk View Station version 6
Vendor: Rockwell Automation
Phone: +27 (0)11 654 9700
URL: ab.rockwellautomation.com/
Application details
Location: Grootdraai Dam, Standerton, Mpumalanga
Industry: Water
Application: Utilities
Server OS: Windows 7 Pro (64 bit)
Client OS: Windows 7 Pro (64 bit)
Application statistics
Tag count: System is not tag based
Updates per day: 32 832 000
Front ends: 868 DIO and 350 AIO plus remote IO over DeviceNet for: 25 * Motors and 17 * Valves
Licences: 3 * 250-display FactoryTalk View Station v6
END-USER RESPONSES
General
Q: Briefly describe the application including information on any pre-existing control system.
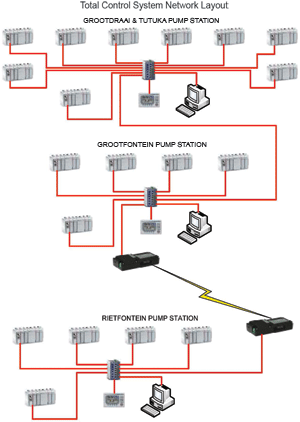
The scada system was installed as a replacement for old relay and indicator control panels to facilitate the visualisation of the pumping system and to provide control from a centralised control room. Each of the four pump stations in the system has a PLC and remote I/O per pump plus a services PLC. The Grootdraai and Tutuka stations share a single scada system and PanelView (HMI). The other two stations each have their own scada and PanelView.
Q: What was the primary motivation for the project?
To implement a load management system, replacing the old relay-based equipment with PLC and scada technology.
Q: What were the main goals established for the project?
1. To implement a pump station control philosophy incorporating energy management during the evening usage peak as indicated by Eskom.
2. To ensure safe pump operation.
3. To incorporate full condition monitoring of each pump set.
4. To monitor all the relevant dam levels.
Q: In the procurement decision making process was the Total Cost of Ownership (TCO) considered? If so, what were the primary TCO considerations that influenced the product selection?
The procurement decision was influenced by an existing installed base of Rockwell Automation equipment established through other projects.
Q: What project management principles and/or methodologies did you employ as end-user to mitigate risk, ensuring the project came out on time and within budget?
The project management philosophy/methodology used was similar to Projects in Controlled Environments (PRINCE).
Licensing, maintenance and support
Q: How is after-sales support handled on this application?
A support contract is in place.
System architecture
Q: Is the scada system integrated onto an intranet or the Internet? If so, what level of remote monitoring and control is configured?
The system is integrated on both the client’s intranet and the Internet. Control can occur from any pump station and monitoring occurs over the Internet under password protection.
Q: Do you run the scada in conjunction with any third-party application software (Other than MES)?
The scada operates in conjunction with a Real-time Energy Management System (REMS), which contains the energy management control philosophy.
Management reporting and integration
Q: Does the application include data archiving/historian capabilities with an historical data reporting system?
Data logging is local to the scada. No reporting is done at this stage.
Q: Is the system integrated with an MES/ERP or other management reporting or control system? (eg. Baan, SAP, SYSPRO…)
No.
Q: Have any production benchmarking tools been configured as part of the scada system?
No.
Q: Has any asset management functionality been configured in the application (for software assets, control system assets or for plant assets)?
No.
Q: Has any GIS (Geographic Information Systems) functionality been configured in the application?
No.
Q: Are you using tablet PCs or mobile phones to interact with this scada system?
No.
End-user conclusion
Q: What was the predominant feature (or features) that made you decide to purchase this scada product over all others for this application?
The established installed base, its simplicity of use and maintainability through using global standards, and the good product support.
Q: What single feature most impresses you about the product now that it is in operation?
The system’s ease of use.
Q: What impresses you most about the architecture?
The ease with which it can be upgraded. The availability of open standards which we used to configure the PLCs and HMIs. The fact that the HMIs and scada use the same configuration software and the same standard faceplates.
SI RESPONSES
Project details
Q: Approximately how many man-hours did the scada configuration take?
90 man-hours.
Q: What tools were used to minimise the man-hours taken?
MS Excel was used to assist with code generation and the controllers’ tag databases.
Q: What human factors were taken into consideration in the HMI design process?
Screen layout and the use of colouring for status and alarms. Navigation was kept as simple as possible. The HMIs and scada have the same look and feel so that the operators can easily find their way around.
Q: For the graphics development process did you use standard library images, or did you have to draw images from scratch?
Both. Rockwell Automation’s process user group library and new images were used.
Q: How would you describe the library of graphic images?
Limited, but useful.
Q: Did you use any ‘special’ images (eg. photographs, 3D images, specialised dashboards, etc.)?
No.
Q: Did you use any video or multimedia technology in the application?
No.
Q: What alarm management standards or best practices were adopted in configuring the scada system alarms?
Rockwell Automation’s FactoryTalk standard alarms were implemented. Alarming in the latest version supports Alarm Shelving per ISA 18.2 Management of Alarm Systems for the Process Industries.
Q: What structured processes were followed to determine expected performance under full load, and during abnormal failure conditions?
None.
Q: What are the key physical communication layers and communication protocols employed in the system?
DeviceNet over copper was used to communicate with the pump MCCs from the ControlLogix Controllers. All other devices within the pump station building utilise Ethernet over copper. GD and GF pump station are linked via Ethernet over fibre. GF and RF pump stations are linked via Ethernet over TruTeq SPRi integrated wireless routers.
Q: What levels of redundancy are incor-porated in this scada application?
No server redundancy was implemented. All the station applications were standalone duplicates of each other so that in the event of a single station failure, there is another scada that can take over the control remotely.
Q: What specific custom code or scada scripts were written for this project?
None.
Project management
Security and data protection
Q: How have authentication, authorisation and role management been configured?
The PlantPAx standard user login model was implemented using FactoryTalk Security. This model is based on five roles: Administrator, Engineer, Supervisor, Operator, and No login (view only).
Q: Does the design make provision for a DMZ and firewall segregation of process (scada) network and business networks?
The automation and control network is separated from the IT network. Internet access is via the end-user’s APN gateway and is password protected.
Q: What intrusion detection has been incorporated on the plant network(s) on which this scada system exists?
None.
Q: What configuration backup and data archive backup methodologies have been adopted?
Manual backups.
Q: Did you use any integrated or third-party configuration control system for the scada configuration during the engineering of this application?
No.
SI conclusion
Q: How would you rate the ease of use of the historical reporting system?
Data logging is easy to configure, and trends are easy to compile.
Q: What impresses you the most about the engineering / configuration aspects of the product now that it is in operation?
Simplicity and ease of use.
Q: What impresses you most about the architecture?
Its modularity makes it simple to implement and upgrade.
VENDOR RESPONSES
Product
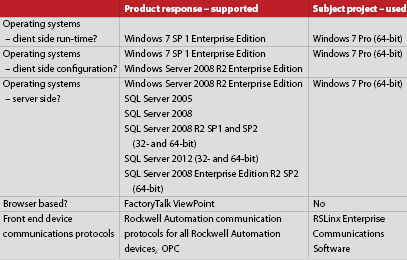
See Table 1.

Q: Vendor comments on product / modules?
The product provides site-level visualisation and is scalable from one station to distributed applications. It supports redundant alarm-, data- and HMI-servers. The FactoryTalk product suite includes View Studio, View Site Edition Server, View Site Edition Client, View Site Edition Station (Local), View Site Edition Station (Network Station) and ViewPoint.
Operating systems / VMware
See Table 2.
Q: Vendor comments on operating systems
The FactoryTalk ViewPoint client can only be hosted on devices that provide ‘in-browser’ Silverlight support. This precludes the use of mobile devices (iOS- and Android-based phones and tablets). Future web clients based on HTML5 rather than Silverlight will overcome this limitation.
Licensing, maintenance and support model
Q: What sort of licensing agreement options are offered?
Various products are available in the FactoryTalk suite. Licensing for view modules is display based. 15, 25, 100, 250 and unlimited display licences are available.
Q: Are licences sold outright or subject to periodic (e.g. annual) renewal?
All licences are subject to annual renewal.
Q: What after-sales offerings iro support and maintenance are available, and which technologies are used to deliver them?
Options are available covering self-assist support, product support, system support and application support. The newest support offering is the Virtual Support Engineer. This is a service that offers a simple and secure approach to monitoring end-users’ equipment and collecting valuable performance analytics.
Technology incorporated
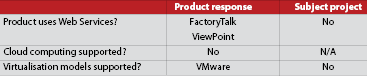
See Table 3.
Q: What new technology has been introduced into the product in the last 12 months?
The following new features have been introduced:
* Network View SE Station.
* TrendX support for FactoryTalk Historian ME.
* VantagePoint Trend ActiveX support.
* Expanded system topology limits.
* Support for alarm shelving state per ISA 18.2.
* Remote tag-based alarming commands.
* Cross reference / find and replace in View Studio.
* Gradient shading and PNG image support.
Management reporting and integration
Q: What native historical data reporting options are available?
FactoryTalk VantagePoint EMI delivers web-based reports and KPI dashboards. VantagePoint reporting content can be integrated as Web Parts on a SharePoint page leveraging other collaboration tools like MSExcel.
Q: What product specific interfaces does the product have iro well-known MES packages?
FactoryTalk VantagePoint EMI has an SAP connector.
PLC configuration and programming
Q: What capabilities does the scada offer in terms of generation and/or management of PLC configuration files or PLC application code?
The FactoryTalk View Site Edition product range does not offer any tools in terms of PLC code generation. However, the PlantPAx process objects used in this project enable device configuration from the interface.
Security and data protection
Q: What authentication, authorisation and role management models are available for the runtime environment?
Users can set up their own authentication, authorisation and role management in FactoryTalk or use Windows-based security models. The standard FactoryTalk security model is based on the following five roles: Operator, Supervisor, Maintenance, Maintenance Supervisor/ Engineer, Administrator.
Unique selling proposition (USP)
Q: List the top five feature/benefit pairs that contribute to this product’s USP.
* Single development environment for HMI, standalone or distributed scada applications – lower total cost of ownership.
* Simplified installation process – ease of use.
* TrendX features supported in the scada, historian and reporting packages – Information integration.
* Expanded system support with tested limits – increased system size within performance criteria.
* Cross reference (find and replace at design time) – design time productivity.
| Tel: | +27 11 654 9700 |
| Fax: | +27 11 654 9702 |
| Email: | mjunius@rockwellautomation.com |
| www: | www.rockwellautomation.co.za |
| Articles: | More information and articles about Rockwell Automation |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version