


A key step in most ore refining operations is the physical separation of process water from the useful extract.
The optimisation of this process is critical for several reasons:
1. The availability of large volumes of process quality water in South Africa is always limited and expensive making the use of recycled water attractive.
2. Energy and flocculant costs are a major contributor to process costs.
3. In many cases, tailings can be re-processed to extract fine traces of precious metals. However, for this to be economically viable the water content of the tailings needs to be minimised to reduce the energy and chemicals needed for extraction to an absolute minimum.
4. Impure wastewater can leach into ground water and waterways polluting water supplies. South African regulations determine acceptable levels of impurities that can be discharged.
Large tanks, known as thickeners, are used to separate fine suspended mineral particles from the process water, producing a stream of clarified water from the top of the thickener overflow and a thick sludge of settled solids (underflow) from the bottom. Flocculants are mixed with the solid/liquid suspension in the entry feedwell of the thickener. The flocculants aggregate the fine particles, which speeds up settling.
Thickeners are used in many mineral refining processes, including alumina, gold, nickel, mineral sands and coal washing. In fact, most minerals go through a solid/liquid separation in a thickener at some point in their processing.
Most mining process operators agree that one of their major challenges is to monitor the bed-level and mass of their thickeners, which, in conjunction with other critical process parameters, allows the optimisation of thickener efficiency.
Bed-level
The bed-level is the interface between the aggregated solid material and the process water. Incorrect measurements can lead to water being drawn out through the underflow, sludge spilling over in the overflow, or incorrect flocculation. There is unnecessary expense involved in all cases due to wasted flocculent and reprocessing costs.
Depending on the application conditions, different techniques are employed to determine a thickener’s bed-level:
• Theoretical bed-level based on the calculation of the average density of a constant height using a hydrostatic pressure sensor.
• Submerged ultrasound sludge blanket transducer to sense reflections from the solid bed.
• Turbidity sensor, either at a fixed height or attached to a motorised cable spool.
• Buoyancy based electromechanical systems.
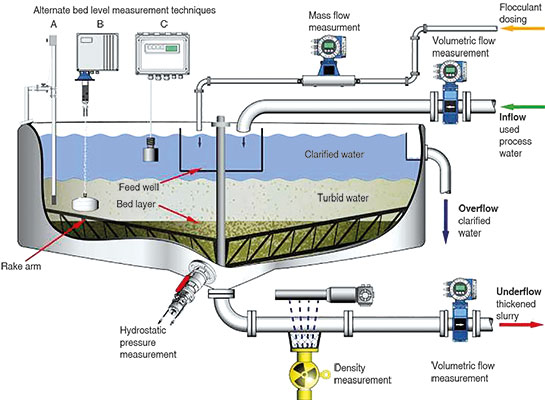
Hydrostatic pressure measurement essentially determines the mass of the liquid column pressing down on it. Since the height of the liquid is limited due to the constant overflow, a calculation based on the force acting downwards divided by a constant height factor provides an estimation of the bed-level. As the liquid height is fixed and the density of water is known, a second calculation provides information on the total amount of solids in the thickener. This information can be used to increase or decrease the inflow rate.
However, the sensing element of this device is vulnerable since the slurry can cause abrasion and larger suspended matter can impact and damage the stainless steel diaphragm. Problems with the pressure sensor and diaphragm can only be detected during plant shut down when the tank is drained and the pressure transmitter has been removed, checked and recalibrated, that is assuming that it is not already damaged beyond repair. The hydrostatic pressure sensor is at the heart of the thickening process – a faulty sensor could therefore cause an inefficient process to run for a long time before being detected, resulting in water wastage and unnecessarily high pumping costs.
The best way to overcome these problems is through the use of a robust, retractable pressure transducer. Transmitters with ceramic sensing elements are highly resistant to abrasion – several times that of stainless steel. Retractable transmitters are specifically designed to attach directly to the bottom of the tank. The assembly consists of an isolating valve and a retraction mechanism, allowing the unit to be extracted, cleaned and validated without shutting down the process. Insertion can be varied to match the thickness of the tank wall, to ensure optimal sensor depth inside the tank. High quality assemblies are specifically designed to prevent operator injuries during the validation process. Due to the requirement for extension of the sensor into the process in this style of transmitter, the use of a ceramic sensor avoids long oil filled capillaries between sensor and transmitter. This gives a more robust solution with improved long-term accuracy and stability.
In processes with slow and predictable settling behaviours, using only the hydrostatic pressure technique can be adequate. However, processes prone to disturbances from variances in chemical make-up, or with varying flow rates, often require additional measuring systems to provide reliable results.
A submerged ultrasound sludge blanket transducer can be used to provide a profile of all interfaces within the thickener. A sound impulse is emitted and a receiver circuit monitors the timing and amplitude of reflection echoes to determine the depth and concentration of layers. This measurement supplies information about the bed-level depth as well as the thickness of any emulsion or turbid layers which may be present above the bed-level. Applications that are susceptible to poor separation with gentle density slopes or that do not have layering of interfaces, would normally use either the turbidity or buoyancy methods.
A turbidity sensor which is either positioned at a fixed height or attached to a motorised cable spool determines the turbidity of the process water. Used in a fixed height system, it can be used to initiate the reduction of the inflow rate should turbidity levels increase. On a motorised cable spool, it can provide a turbidity profile to the operator. This measurement is targeted at turbidity profiling as well as bed-level detection. If only bed-level measurement is required, then the buoyancy principle is more cost effective.
The buoyancy based electromechanical system uses a sensing weight, which is lowered on a measuring tape into the thickener to detect the bed level. Typically, the sensing weight is a light, hollow container filled with the bed-level material. When the container is lowered, it sinks in the water but ‘floats’ when it reaches the bed. At this point, the bed-level can be measured. Once the bed-level has been located, the weight is reeled back up to the surface. To overcome issues related to the use of rakes in settling tanks, device measurement cycles can be automated so that measurement takes place in between rake rotations. This more straightforward measurement principle offers a greater ease of operation.
Bed-mass
The bed-mass is effectively the density of the settled sludge. The higher the density, the less process water is pumped out of the thickener’s underflow. The optimisation of water content in the underflow allows for maximum recycling of process water while still keeping the underflow slurry sufficiently liquid to be managed by the underflow pump. If the thickener’s underflow is destined for a tailings dam, the optimisation of the slurry density helps to reduce negative environmental impacts through leaching at the dams.
Bed-mass is calculated based on the total volume of combined water and solids in the tank and the total hydrostatic pressure measured near the bottom of the tank. As the specific gravity of water is a known constant, the mass of the solid content can be calculated.
Volumetric measurement of the thickener’s inflow
Accurate volumetric measurement of the thickener’s inflow is vital to ensure the clarity of the recovered process water. Essentially, the in-feed flow rate can be controlled based on high clarity of the overflow. So, the clearer the outflow, the faster the inflow feed rate, which leads to optimised thickener throughput. Combined with the mass flow measurement of the flocculent, precise ratio control of the dosing is achieved. This enables automated, continuous flocculent dosing, which further increases process efficiency and reduces costs when compared to semi-batch type operation.
Mass flow measurement of flocculent
Flocculants are used in most thickeners to obtain concentrations of overflow solids that will allow water to be reused, or to comply with government regulations if the overflow is to be discharged. Recycled water containing 200 mg/L to 1% solids is generally acceptable. Most thickeners can achieve this level of concentration by using a flocculant. Although flocculants are used in relatively small quantities, they are expensive. The accurate measurement of flocculant mass flow allows precise dosing pump control. Combined with other system parameters, the use of ‘just enough’ flocculant can be ensured minimising flocculant usage and optimising process costs. Depending on the process this measurement can be made using high accuracy Coriolis mass flow instruments, or more economical volumetric electro-magnetic flowmeters.
Outflow density and volumetric measurement
Constant outflow density and volumetric flow measurements are important parameters which can be fed back to the variable speed drive controlling the outflow pump, optimising pump speeds, reducing wasted energy and improving efficiency. The combination of density and volumetric flow rate provides an integrated mass flow rate which is useful for accounting of mineral recovery as well as waste.
Accurate measurement of all of these important parameters allows precise thickener process control which can lead to significant increases in thickener efficiency. These efficiency gains translate directly into overall refining process cost reductions and increased profitability.
For more information contact Susan Buitendag, Endress+Hauser, +27 (0)11 262 8000, [email protected], www.za.endress.com
| Tel: | +27 11 262 8000 |
| Fax: | +27 11 262 8062 |
| Email: | [email protected] |
| www: | www.endress.com |
| Articles: | More information and articles about Endress+Hauser South Africa |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version