


To provide readers with some insight into the steps and processes required for ARP 0108 compliance when designing, building and operating plant utilising EPA we posed a scenario and asked our round-table guests (see table: Round-table participants) how C&I engineers might ensure that the end result complied with the recommended practice.
Round-table participants
Health warning and disclaimer
The initials ‘ARP’ stand for Aanbevole/Recommended Practice; however, there is nothing optional about compliance with ARP 0108: it is a legal requirement.
This article is based on the participants’ interpretation of the current and impending legislation and does not remove the requirement for readers to fully familiarise themselves with the contents of all relevant and associated legislation and to keep abreast of changes in the legislative environment.
Scenario
The hypothetical plant is a bulk fuel loading depot for petrol and diesel. For each loading arm the equipment located at the loading gantry includes a preset controller, a flow-meter, an additive injection controller, multiple solenoid valves for the dosing of fuel additives, and an earth monitoring system. In terms of SAS 10108 and ARP 0108 what do the design team and users need to do in terms of overall design, procurement, equipment certification, loop design and approval, installation and commissioning, day-to-day inspection and maintenance, repairs and recertification to ensure compliance?
Design, procurement, installation and start-up
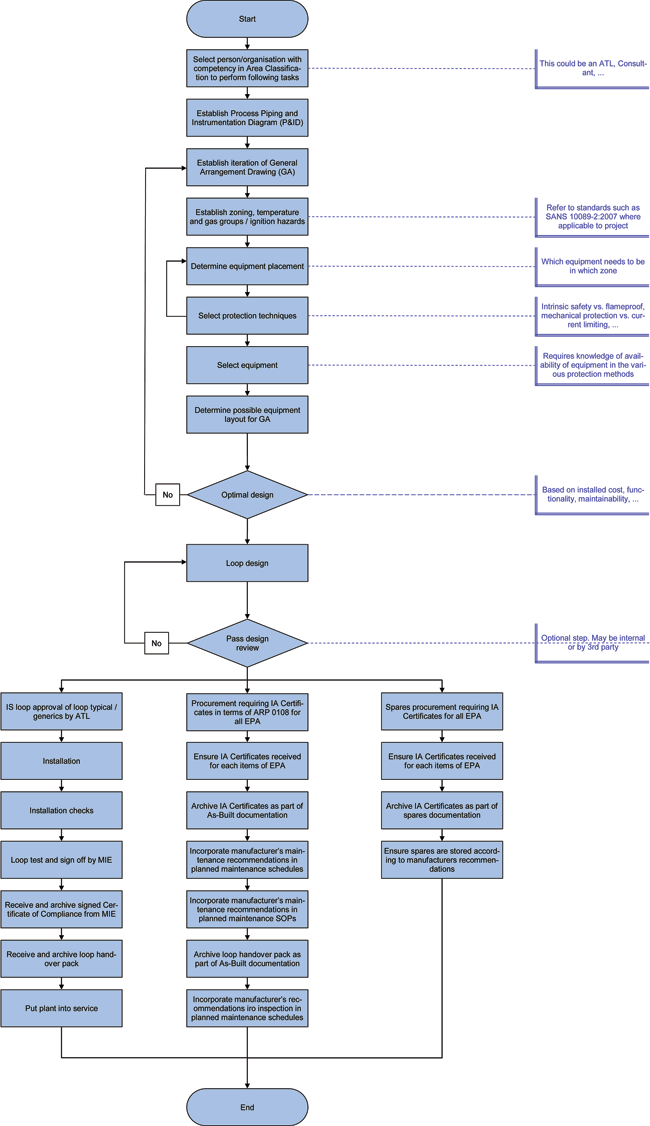
For a flow chart of this project lifecycle phase, see Figure 1.
Area classification and zoning
GF: The starting point is process and area classification, everything else depends on that step so if you don’t get that right, you cut corners or you over specify. It’s about making that judgement or getting your area classification and then working out the minimum amount of equipment that has to be connected to that hazardous area or located inside it. You have to start there.
AA: Okay, fortunately in this scenario there are some specific SANS regulations which give you the distances from the loading points and so on and the area classifications for these zones.
FdT: SANS 10089-2:2007: The petroleum industry Part 2: Electrical and other installations in the distribution and marketing sector, provides zoning specifications for exactly this scenario. And SANS 10108 references SANS 60079-10: Electrical apparatus for explosive gas atmospheres Part 10: Classification of hazardous areas.
GF: Yes, it’s more than the zoning, it’s also the gas group and operating temperatures, so it’s establishing the whole operating environment.
AA: In our scenario, based on SANS 10089-2:2007, the zoning for the loading gantry platform, assuming only loading and no unloading is taking place, will be zone 1 and for hydrocarbon type flammable vapours the apparatus would need to be suitable for gas group IIA, temperature class T3.
Who you gonna call?
AA: Who is qualified to determine zoning and classification requirements in our scenario?
GF: There are no regulators, there’s no legislation about who can do an area classification.
SM: So how do you get it right?
GF: It’s about talking to and employing the people that have the experience. Anybody can go out and sign off an area classification. There’s nothing that legislates who can or can’t do it.
SM: If it were my project would I be able to go to ATL and get their input on zoning and classification?
FdT: Yes, ATLs assist in area classifications.
VM: It can get complicated with storage tanks for flammable and combustible liquids. The mechanical tank design, the selection of fixed or floating roof and the type of liquid determines whether we have to design for zone zero, zone one or zone two. We went to a reputable company in Durban to help us with that.
AA: So that partly comes back to what we were speaking about at the break about certification, not just of the equipment but of the people, in other words professional certification relating to competency in this area of expertise?
FdT: If you ask a contractor if he is familiar with a relevant standard, such as SANS 10108, and the contractor says, “Sorry, what standard?” you immediately know you’ve got a problem.
Equipment placement
RM: Before you move into loop design you need to decide what equipment needs to be in what zone and what equipment is not in a hazardous area because that will affect your selection of equipment.
AA: It’s a bit of chicken and egg as well because you need to be thinking about both what equipment is available and what are the cost, operability, maintainability and plant availability impacts of equipment placement.
It might be easier from one perspective to have a piece of equipment in a hazardous area, but then the cost implication could be uneconomical, so it may be better to install barriers and have this equipment further away, outside the hazardous area. If we need the flowmeter as close as possible to the loading point, then there may not be a lot of flexibility in terms of equipment placement.
Protection techniques
GF: Part of the equipment selection has got to come down to the protection techniques you want to use. You can’t just assume you’re going to use intrinsic safety or flameproof, so it’s a matter of going through the basic design of which protection techniques you’re going to use. You might have a different scenario for what you’re using in zone zero, zone one and zone two in terms of protection techniques. Some equipment will only come in flameproof; some equipment you might be better off using intrinsic safety.
AA: And there are economic tradeoffs in all of this as well as maintainability issues and functional issues.
FdT: And installation considerations. I mean the cabling, earthing and equipment interconnections for IS are substantially different from other protection techniques.
Equipment selection
AA: Once we have established the operating environment for each piece of equipment; know the risks in terms of gasses present, ignition possibilities and temperatures; and have reached an optimal design in terms of zoning and placement we can select suitable equipment that matches the environment. We can select specific barriers, flowmeters, solenoid valves and so on.
SM: I have a question about radios. If I add a wireless instrument to my plant for argument sake, how would I select something suitable? For instance I’ve got a wired instrument and I want to add a wireless interface.
GF: There are radios and wireless access points that can be mounted in hazardous areas. The antenna has to be assessed, how it’s mounted because often you want to put the radio inside an Exd enclosure and have the antennas outside.
The wireless product must be certified for its environment and this is where you’ve got to be very careful, I had a situation a few weeks ago where somebody was installing antennas in a hazardous area and there’s an antennas isolator available that gives you intrinsic safety but if it’s either got an X or a U after the ATEX certificate number, that means that there are special terms and conditions and then you read the fine print on the certificate. It’s the fine print that tells you how you’re actually allowed to use it. The problem is that most people don’t read that and EPA gets used incorrectly. This fine print for this particular antenna isolator said that the modem that you’ve got has got to have certification such that its maximum power output doesn’t exceed the 500 milli-watts. There are other antenna isolators that can handle higher power and don’t have such limitations. The isolator itself will make sure that the hazardous area power output meets the standards and so there won’t be an X at the end of the certificate number.
Loop design approval
AA: Now we need to talk about loop approvals and IA certification of the individual components that form that loop. Who’s going to perform the loop design and sign off the loop design approval?
FdT: Legislation requires that loops must be approved by an ATL.
GF: An intrinsic safety loop has to be approved by an ATL.
VM: That’s for each design of loop, so you do it once for each loop type right?
FdT: You can have generic (typical) loop designs as long as they contain sufficient detail.
AA: So if we’ve got four injectors because we’re putting in one additive for Shell, one additive for BP, one additive for SASOL and one additive for TOTAL, then we can just do one generic loop and get that approved and as long as the cable distances and lengths and so on are within specification that ATL approval will apply for all four of these loops?
GF: Absolutely, there’s nothing stopping you putting multiples down. Obviously you want to get your documentation clear enough but also flexible so you could use this Yokogawa device or this equivalent Honeywell device or this equivalent Endress+Hauser device and by the safety standard you can fit any of them with this barrier, this isolator, etc. So you can design your loops quite generically but you still need to be clear on how the loop works.
SM: I just want to clarify that. If I list a whole lot, three or four different types of transmitters, three or four different types of barriers, I only need one loop approval and I will then have a loop that is approved for any mix of those transmitters and those barriers?
GF: Yes. You can do that provided all the combinations are safe.
FdT: This leaves the client to have many possible configurations but they only need one loop approval.
SM: To set up a document like this takes time but once it’s done it’s just a pleasure.
GF: You’ve got to be sure of the competence of the people reading a document like that because it’s now more complicated than a simple loop drawing and you need to make sure that the installers can install it correctly.
FdT: The standards have specific requirements and good examples of what should be included on a loop drawing. There’s a considerable amount of information that needs to be on the loop – for instance manufacturer, area classification, temperature classes. It can’t just be an MTL barrier, two lines, transducer and five metres of blue line cable. ATLs can guide clients through this process.
AA: Is that covered in SANS 10108?
GF: No, the loop requirements will come out of the intrinsic safety standards, SANS 60079-11:2012 and SANS 60079-25:2010. These specify how the loop approval is done and they are reference standards from SANS 10108. And if the design incorporates fibre optics, the ARP now references SANS 60079-28:2009: Explosive atmospheres Part 28: Protection of equipment and transmission systems using optical radiation and that standard will need to be taken into consideration.
FdT: There are additional requirements in SANS 10086-1/2 and SANS 60079-14 as well.
AA: So the ATL approved loop drawings, which may be generics, are going to form part of the As-Built document pack and similarly for each individual piece of EPA that is supplied, the barriers or whatever other EPA, there are also going to be copies of the local IA certificates from the importer or manufacturer.
GF: We have been talking a lot about intrinsically safe loops, but remember there are similar requirements when we use Exd flameproof techniques. An Exd loop also needs a mechanical design, we still have to make sure that it’s safe, that means Exd cables, cable glands, and it’s signed off as a COC. The principle is the same except it’s a mechanical protection loop.
AA: So that’s loop design approval done and dusted?
GF: One thing that people need to be aware of is that a lot of clients have got loop approvals that were done in the 1990s and they are still legitimately installing against those loop approvals while the standards have moved three or four editions and most of those loops would fail under the current conditions.
FdT: But as long as the certification of the equipment on the loop remains valid, the loop approval should be valid.
Design review
VM: At Royal HaskoningDHV we perform a design review at this point in a project where we verify that the design meets criteria such as the project specifications, scope, process and legislative requirements. In our case we use a third party for this review.
Installation verification
VM: In our case we also use the same third party to come and verify that the installation complies with the approved loops once the contractor has completed the installation.
AA: The MIE will still have to sign off the installation to certify that it conforms to the ATL approved loops and meets the standards. Do you get a certificate from the MIE or does he just sign over the loop drawing?
VM: We get a certificate from the MIE to prove that the installation has been verified for compliance.
RM: That’s the COC isn’t it?
GF: The COC is a formal certificate of compliance that only applies to the higher voltage stuff. The low voltage instrumentations loops are not covered by a COC but you still have to have those signed off verifying that the installation is correct and you need to document your factory acceptance testing and your integration testing.
VM: Document control is critical for these projects that include hazardous areas.
AA: Even though you might only have a generic loop design from the ATL, the verification from the MIE has got to be for each individual loop. What kind of documentation would you use for that?
VM: It will be the individual loop drawings that will have to be signed off with a certificate in the front verifying who signed it off and what his authority level was and their professional registration number.
GF: This applies to all the loops. The non-IS loops, the safe area loops, everything. Once the PLC or the DCS has been installed you go through every single loop and document the testing of the loop, you record that you’ve shifted the transmitter out by this value and the DCS value is showing correctly. You tick off and you sign off and you go through each loop. One loop might be IS, another might be Exd, another in a safe area but you go through each loop test to make sure that from a process point of view that it’s safe and operationally correct.
VM: That forms the loop handover pack.
Spares
AA: So the plant has been commissioned, all the design and As-Built documentation has been signed off and securely archived. There are some spares left over from commissioning or they’re part of the plant maintenance spares package that has been purchased. Some of these spares may be EPA such as IS barriers that have also been supplied with relevant IA certificates. Do those IA certificates remain valid forever for those bits of EPA that are sitting in the stores?
FdT: The new edition of ARP 0108 goes some way towards clarifying the matter of maintenance replacements and spares. No re-certification is required of replacement equipment that was supplied with an IA certificate when purchased, but there is a cut-off in that items already in stock before October 2007 should not be considered new.
GF: You have to ensure that the manufacturer’s storage conditions are met and that the product remains within specification. I mean for a safety related item would you keep it for five years or would you keep it for twenty? I’m not sure that you can dictate it for every equipment type I don’t think there’s a nice straight clear line in terms of what makes that okay or not. But in terms of IA certification the certificate for that particular item will remain valid and not expire as it relates to that particular serial numbered EPA.
Inspection and maintenance
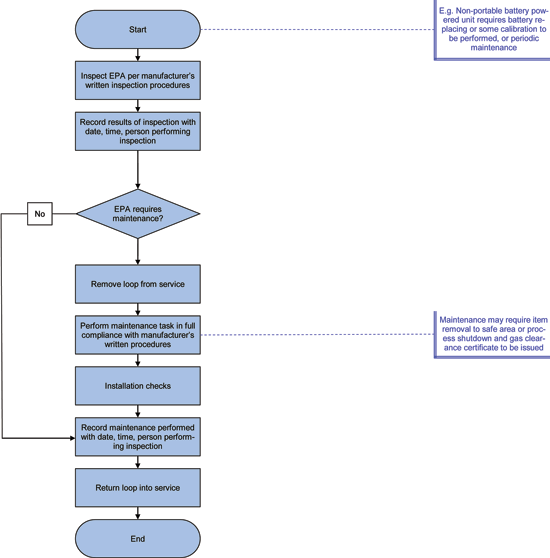
For a flow chart of this project lifecycle phase, see Figure 2.
AA: If an item of EPA fails and it’s replaced with a new equivalent item in terms of the ATL approved loop design, is that considered as maintenance or repair?
FdT: Changing a piece of equipment with an identical type of equipment and IA number is maintenance; it is not seen as a repair.
SM: If I’ve got a wireless instrument like a level gauge on a tank for argument’s sake and I need to change the battery, do I have to take the instrument out of the hazardous area?
GF: If you’ve got a radio in the field it’s all very well to say okay this radio’s got a USB port and it’s got batteries and all this and you can take that outside a hazardous area. If you had a wireless level transmitter you can’t take that out but if you look in the clauses on what it does. For any battery powered piece of EPA the manufacturer will tell you what you need to do when you replace the batteries. Probably what you’d need is a gas clearance certificate. You could go in, make sure that there’s no gas present and then unlock, take off the battery compartment which generally is trickier than just sliding, you know there’s generally some mechanics involved. You could then take out the battery because you know there’s no gas, replace the battery and put it back together.
FdT: As Gary mentioned earlier, you must look at the conditions of use. There might be an X after the certificate number. For instance handheld radios can be one of two types: Those with safety components inside the battery which says, 'Do not charge in hazardous area', but you can change the battery in a hazardous area; and those where the safety components are within the radio and then it may state that the radio shall not be removed from its leather pouch, and batteries shall not be removed in a hazardous area. So you must refer to your certificate’s special conditions of use.
AA: At the end of a project I have all the necessary approvals, I’ve got my IA certificates, I’ve got my loop approvals, the Master Installation Electrician has signed it off and I’m now operating this depot. For as long as everything stays working and as long as I make sure the condition of the equipment is suitable and the environment hasn’t changed and it’s maintained appropriately I don’t need to worry about any re-certification? The IA certificates remain valid for ever and a day for the particular equipment that’s in there?
GF: Every supplier will stipulate the maintenance conditions. So for an intrinsic safety environment for example and you’re using zener barriers there’s a six monthly maintenance schedule that has to be complied with to ensure that the ground is still present. With Exd equipment there are also manufacturer specified maintenance routines. Generally there needs to be some sort of a six monthly maintenance routine on any of the equipment but that’s not specific just to the hazardous areas.
Repair
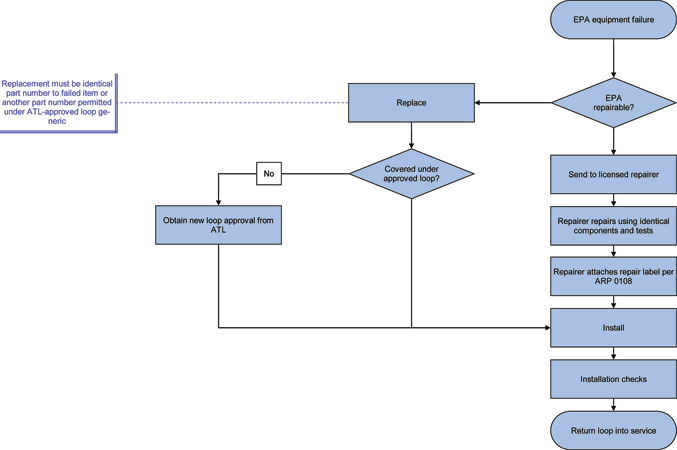
For a flow chart of this project lifecycle phase, see Figure 3.
AA: So now we come to EPA failure – perhaps a failed barrier. We have already established that I can use an identical or approved loop equivalent item out of stores and put it in. The IA certificate of the replacement is still valid even though it has been several years since the plant was first commissioned. I now send the failed item for repair. Firstly, are you likely to repair a barrier or are you just going to condemn it as beyond repair?
FdT: IS equipment can’t just be repaired by anyone. The standards require that they can only be repaired by an approved repairer under a mark scheme, and it’s hard to find such approved repairers. Quite often it is simply not commercially viable to repair IS equipment.
GF: Isolators can be repaired but the truth is that we don’t. But there are bits of EPA, radios, cellphones and things that are the big bugbear when it comes to repairs because they get damaged. The fixed instrumentation is not such a big issue from a repair point of view.
RM: Your suppliers need to be aware of what they can repair and what they can’t. So for instance at E+H we will not repair Ex or intrinsically safe equipment in South Africa. We send it back to the original manufacturing factory so that it can be repaired, recertified and returned to us because we’re not able to do that locally in South Africa.
AA: If you’ve had some EPA repaired either locally or overseas, does that item have to go back and be recertified by an ATL?
RM: Not the individual piece, because remember our original certification is based on the fact that the design is certified and that we are certified as a manufacturer to do the design and/or to do the manufacturing according to the standard and as long as we are still certified we can do that.
FdT: If you are an approved repairer, meaning that you have the schematics and the list of spare parts then you can do a repair and then it’s done either under a mark scheme or you have an ATL perform an evaluation. But I don’t recommend taking an MTL product and trying to repair that.
GF: We won’t even repair because at the end of the day you’ve got no way of guaranteeing that that product is now safe and the only way that MTL will do it is they put it back onto their production line, run it through, do the repair, come out with a test that proves that that document ... that this product still meets the design.
FdT: On intrinsic safety we see many artisans trying to do repairs. They change fuses, they change resistors – and that’s just bad practice. Certification is often invalidated in this way.
GF: On mines you can get approval from the manufacturer and you have to be licensed and approved by the manufacturer and have all the documentation in place to guarantee it. You also need an approval from the ATL to do the repairs.
FdT: ARP 0108 clearly states that when the apparatus is repaired it shall be marked with the repairer’s label and the IA number of that repairer, so be careful if you send something in for repair and you’re getting it back. If there’s no repair label on it then you know that something is wrong.
GF: Radios are the worst because everybody thinks they can fix a radio.
FdT: And the problem with radios on our side is that radios must be detuned to 500 milliwatts for underground use in hazardous areas but many of them are running at 2 Watts because you literally get the CD, you get the cable, you plug it in and you just reprogram the output power. We require clients to remove the programming link from radios after they’ve commissioned them to prevent subsequent reprogramming of the output power.
Technews round-tables
If you have a topic that you think is worthy of a Technews round-table, or if you are an industry expert and would like to participate in a Technews round-table, why not drop a mail to the editor on steven@technews.co.za. He would love to hear from you!

Tables of abbreviations and definitions, resources and references pertaining to this article can be found at http://instrumentation.co.za/+C18662
About the author
Andrew Ashton has electrical, mechanical and business qualifications and has been active in automation and process control since the early 1980s. Since 1991 he has headed up a company that has developed formulation management systems for the food, pharmaceutical and chemical manufacturing industries and manufacturing solutions involving the integration of various communication technologies and databases. Developed systems address issues around traceability, systems integration, manufacturing efficiency and effectiveness. Andrew is a contributing editor for SA Instrumentation and Control.
| Tel: | +27 31 764 0593 |
| Email: | jane@technews.co.za |
| www: | www.technews.co.za |
| Articles: | More information and articles about Technews Publishing (SA Instrumentation & Control) |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version