


Faced with the challenge of commissioning a new packaging to cope with the increasing demand for soft drinks, Amalgamated Beverage Industries (ABI), the soft drink division of South African Breweries, looked to line performance improvement as the solution. This came with its own implementation challenges, including OEM coding standards, infrastructure installation and technology maturity.
Business requirements
The goal was to improve and accelerate packaging line commissioning which led to the necessity for tracking machine performance parameters, reducing manual data capture, improving the accuracy of measurements and establishing reference points in order to better evaluate the reports from OEMs regarding the performance of their machines.
“This last point is of great importance to us,” says John Coetzee, SAB’s business systems manager. “OEMs are responsible for the performance and the commissioning of their machines until handover, without a yardstick it was difficult for us to evaluate the statistics they provide.”
Another objective was to serve as ‘proof of concept’ regarding the implementation of OMAC/PackML standards as well as the level of interaction that would be required with OEMs. “We also wanted to evaluate the available toolsets that could help us with performance improvements and determine what part of the project yielded the most value,” adds Coetzee.
Project scope
SAB selected system integrator EOH Mining and Manufacturing (EOHMM) to implement the project for the soft drinks line being commissioned at ABI Pretoria. EOHMM was charged with compiling the user requirements specification, doing a thin-slice implementation for the filler, developing and implementing the full application right through to the end-user reports, doing the factory acceptance testing, commissioning the system and training users and the technical team on how to manage and maintain the application.
The new system would have to:
* Leverage the existing and mature SAP process order/daily production reporting (DPR) facilities.
* Conform to international standards (OMA/PackML).
* Conform to SAB standards with respect to HMI/SCADA (mimics, etc), ArchestrA, naming of plant equipment and also the DPR which has its own standard for the classification of faults and fault codes.
* Capture downtime through the OMAC model for the filler as well as the rest of the line equipment (the filler being more complex than the rest of the equipment since it required operator input for context such as faulty raw material, up or downstream stoppages, etc).
Software selection
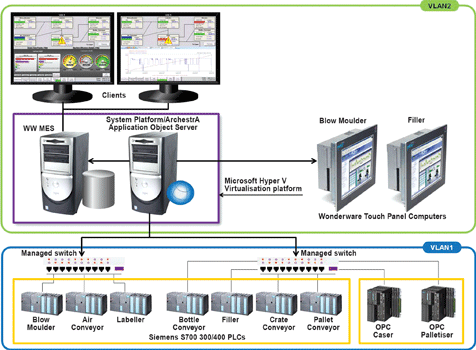
The software chosen to address these and other issues included the Wonderware Performance (MES) software, System Platform ArchestrA-based application development infrastructure, InTouch HMI/SCADA, Information Server web portal and real-time Historian. “From Microsoft, we used the Hyper V 2008 virtualisation solution as well as SQL 2005/Reporting Services and Windows 2003/Server Platform,” says EOHMM MES Specialist Paul Kotzé. “In addition, we used the Siemens S7 300/400 PLC suite driver from Software Toolbox and the ProsCon OPC client for interfacing to the Palletiser and Caser.
System overview
The project started in August of 2008 and is on-going with a number of enhancements planned for the future. “Since we did not want to be the middle man, EOHMM was to interface directly with the packaging line equipment OEM, in this case, KHS,” says Coetzee. “We took a collaborative engineering approach involving the ABI process control manager who advised regarding processes and procedures, the SAB manufacturing systems division for design guidelines and standards and EOHMM for all the engineering aspects. This worked very well.”
With reference to Figure 1, production orders generated by SAP are currently entered manually into the MES in the same way that lost time and production quantities are fed back to SAP. Eventually, this will be automated through the integration of MES and ERP functions.
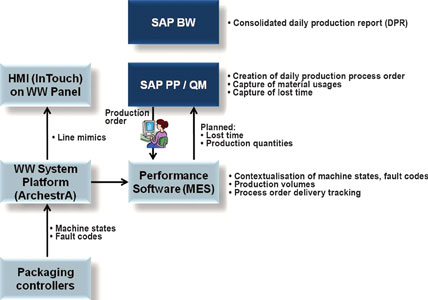
“Wonderware’s Performance (MES) software is required to add context to the captured information, without which the raw data is not too helpful,” says Coetzee. “The software also tracks production volumes and deliveries against the downloaded production order.”
The system design is based on the existing DPR standards for reason code groupings and makes use of the System Platform’s object-oriented technology to define standard components ranging from work order schedules to conveyors (including air conveyors used for aseptic conditions). “The ability to define standardised components greatly reduces engineering effort in the long run,” says Kotzé. “It also makes their maintenance and deployment a great deal simpler.”
What did not make things easier was that the project was being implemented at the same time as the packaging line it was to monitor was being commissioned. “The focus is naturally on the line itself being able to deliver the goods and not on the software infrastructure that will monitor it,” says Coetzee, “and this made life quite difficult for EOHMM.”
The InTouch screens show the standardised PackML/OMAC information blocks which display the state of the various machines. To prevent operator confusion, only the availability component of Overall Equipment Effectiveness (OEE) information is normally shown although the full OEE dashboard is available on request.
In addition to OEE dashboards, any specified portion of the HMI screens can be made to display various information such as downtime Pareto charts (including the reason for machine stoppages as well as stoppage frequency and duration), job progress and live or historical performance trending. The selected portion of the screen can also be used for handling process orders.
“The accuracy of the downtime reports is such that even the OEM is using them to troubleshoot their equipment in preference to the manual tracking sheets they normally use when commissioning,” says Coetzee.
Benefits
* Accurate and real-time downtime reporting – has proved of great business value to ABI (eg, raw material quality) and diagnostic value to the OEM.
* More accurate estimate of reject counts/crates on the line – it was previously very difficult to do this since all the information was not readily available. It is now possible to forecast more accurately where production will stand at the end of the day.
* Openness – OMAC/PackML and ISA-95 compliance will provide far more flexibility in the future and allow enhancing the solution through product upgrades.
* Reporting of all micro stops – automatic logging of stoppages, no matter their duration, has eliminated the error-prone method of manual logging. “Major stoppages are well known but it is the micro stops that kill performance,” says Coetzee.
* Analysis capability – being in a database rather than captured manually, information is now readily available for any number or types of analyses.
Summary and conclusion
According to Coetzee, having the system integrator deal directly with the OEM turned out to be a perfect arrangement. “EOHMM talking directly with KHS went a long way towards eliminating misunderstandings, long lead times and other delays.”
Perhaps the single most outstanding feature of the implementation was the adoption of international standards (OMAC/PackML/ISA-95) and the adherence to internal standards (DPR). “Packaging line equipment manufacturers used to play it close to the chest with proprietary solutions that made us very wary because they would lock us in. But since they have adopted open standards, we are keener to buy these solutions because we know they will have interoperability and will be able to be integrated with other systems. So the irony is that the tactic of proprietary systems designed to lock in customers actually sold less than open systems with interoperability.”
Today’s MES implementations are a far cry from the ‘big bang’ approach of the past. They can be installed gradually and the success of each incremental implementation measured before contemplating the next move while adherence to standards like ISA-95 ensure that all the pieces of the puzzle will actually fit together over time.
For more information contact Deon van Aardt, Wonderware Southern Africa, 0861 WONDER, deon@wonderware.co.za, www.wonderware.co.za


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version