

Clover Lichtenburg is a branch of the Clover group that focuses on the production of commercial and speciality cheeses. Mozzarella, Cheddar, Tussers, Gouda and Feta are batched and manufactured at this facility including by-products such as protein whey and cream.
Clover Lichtenburg is a branch of the Clover group that focuses on the production of commercial and speciality cheeses. Mozzarella, Cheddar, Tussers, Gouda and Feta are batched and manufactured at this facility including by-products such as protein whey and cream.
The main objectives of the project were to ensure that the Clover Lichtenburg cheese production facility was controlled from a single platform and that seamless communications and reporting would exist between the different operational units and management systems.
ITmatic’s roll-out philosophy started with a process analysis by its Consulting division followed by solution implementation by its Automation division. Next was optimisation undertaken by the Advanced Production Solutions group and finally support through the Service & Support division.

Stage 1: Updating the processes
The purpose of the first phase was to upgrade the facility from a variety of legacy PLC, scada and manual control systems to a Siemens PCS7 platform.
The total plant I/O is approximately 3000 with 90% of the processes batch based. Time-wise the project was of high-risk to Clover since the facility is its main cheese producer. ITmatic opted for a dual PCS7 redundant pair server and four ASs. OS control was from four OS clients and two HMI OS field clients. The total project was engineered around S88 philosophy to ensure optimum operational and batch control. The project had four tightly controlled phases: Pre-engineering, engineering, extensive FATs and commissioning.
The upgrade proved very successful for Clover through the significantly improved production rates obtained by utilising PCS7’s operational philosophy. The total roll-out took four months from order to commissioning with the plant shut for only 7 days. An industry benchmark and testimony to the power of PCS7 maximally utilised.
Stage 2: Milking the process
After the successful completion of stage 1 the Clover management team had identified additional production and philosophy limitations that were present. ITmatic believed that there was further value to be derived from the production systems.
Clover project engineer, Johan van der Westhuizen explains, “Our old system was paper-based and the manual data entry process allowed for many possible human errors. At the end of each month we could identify that losses existed, but were not necessarily able to track these to source.”
GE Proficy Plant Application software was selected. It became apparent that Proficy not only delivered in terms of the system requirements, but would also provide Clover with the power to configure, modify and adapt to future process changes. The product would put the power back into the hands of the user.
When milk enters the plant the tanker registration number is noted and the transfer process is closely monitored. Statistics such as bulk volume received and temperature for quality monitoring purposes are noted and an instruction is given for a laboratory sample to be taken. This sample is then analysed and linked to the load receipt and forwarded to the accounts department for calculation of the payment due to the dairy farmer.

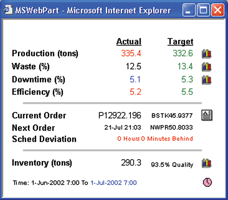
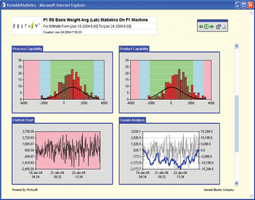
The tracking information is collated into a record and reported at the end of each shift, as well as at the end of each day, week and month. At the end of each month the system produces a mass balance – how much milk went through the process, how much was pasteurised, how much was converted into cheese, how much into whey, and how much into cream. This allows management to keep a close eye on production ratios and with short-term monitoring can rapidly spot discrepancies in statistics.
Total implementation time was only six weeks. The rapid implementation was due to the open nature of the software with a lot of required functionality available off the shelf and the highly configurable environment requiring very little re-coding.
The Clover site is already a demonstration model for future business development, and once the installation has proven itself other Clover plants and dairy manufacturers will be able to observe the true capabilities and advantages of the GE Proficy Plant Application system.
Van der Westhuizen observes: “We will now know shift by shift just how much milk has been consumed and where it has been utilised. We will have loss control at every level and a full mass balance of our production process.”
ITmatic proved again that there is always more value to be derived from existing production facilities: “You just got to milk it!”
For more information contact Ricky Huyser, ITmatic, +27 (0)86 148 6284, ricky.huyser@itmatic.co.za, www.itmatic.co.za


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version